1.7225+QT – AUF EINEN BLICK
Was für ein Stahl ist 1.7225+QT?
Als ein niedrig legierter Stahl ist der 1.7225+QT (hier in gehärteter Ausführung) auf den Zusatz von Chrom, Molybdän und Mangan angewiesen, um die Festigkeit und Härtbarkeit zu erhöhen. Er weist jedoch unzureichende Schweißbarkeits-Eigenschaften auf. Der Chromgehalt dieses Vergütungsstahls sorgt für die Durchhärtung, während das beigefügte Molybdän für gleichmäßige Härte und Festigkeit sorgt.
Das zugesetzte Mangan eignet sich zur Erhöhung der Festigkeit und Härtbarkeit. 1.7225+QT Stahl (42CrMo4+QT) kann sowohl für Nieder- als auch für Hochtemperaturanwendungen verwendet werden und kann mit der entsprechenden Wärmebehandlung auch in Sauergasumgebungen eingesetzt werden.
Eigenschaften
Der Werkstoff 1.7225+QT, auch 42CrMo4+QT, ist ein niedrig legierter Chrom-Molybdän-Stahl. Er zeichnet sich durch seine hohe Festigkeit und Zähigkeit aus. Er wird im Maschinenbau, Werkzeugbau und vielen anderen Industrien, aufgrund seiner guten Eigenschaften, eingesetzt.
• Edelbaustahl
• Hohe Festigkeit
• Hohe Zähigkeit
• Gute Zerspanbarkeit
• Für hochbeanspruchte Bauteile im Fahrzeugbau
• Randschichthärtbar
• Nitrierbar
• Erodierbar
• Schwer schweißbar
Anwendungsmöglichkeiten
Zu den Anwendungen von 1.7225+QT gehören:
Konkrete Anwendungsbeispiele:
• Dorne
• Flansche
• Spannzangen
• Biegematrizen
• Kurbelwellen
• Kupplungsteile
• Formrollen
• Stanzmatrizen
• Maschinenbau allgemein
• Maschinenkomponenten
• Achsen
• Achsschenkel
• Pleuelstangen
• Kurbelwellen
• Getriebewellen
• Ritzel
• Zahnräder
• Bandagen
• Grundplatten
• Aufbauteile
1.7225+QT RICHTWERTE
Zusammensetzung – Chemische Analyse:
| C | Si | Mn | P | S | Cr | Mo |
|---|---|---|---|---|---|---|
| 0,38 - 0,45 | 0,0 - 0,4 | 0,6 - 0,9 | 0,0 - 0,035 | 0,0 - 0,035 | 0,9 - 1,2 | 0,15 - 0,3 |
Chemische Bezeichnung:
42CrMo4+QT
Arbeitshärte:
27 HRC (min. Lieferhärte) -48 HRC
Lieferzustand:
max. 380 HB
1.7225+QT PHYSIKALISCHE EIGENSCHAFTEN
Was für ein Stahl ist der 1.7225+QT?
Als ein niedrig legierter Stahl ist der 1.7225+QT (hier in gehärteter Ausführung) auf den Zusatz von Chrom, Molybdän und Mangan angewiesen, um die Festigkeit und Härtbarkeit zu erhöhen. Er weist jedoch unzureichende Schweißbarkeits-Eigenschaften auf. Der Chromgehalt dieses Vergütungsstahls sorgt für die Durchhärtung, während das beigefügte Molybdän für gleichmäßige Härte und Festigkeit sorgt.
Das zugesetzte Mangan eignet sich zur Erhöhung der Festigkeit und Härtbarkeit. 1.7225+QT Stahl (42CrMo4+QT) kann sowohl für Nieder- als auch für Hochtemperaturanwendungen verwendet werden und kann mit der entsprechenden Wärmebehandlung auch in Sauergasumgebungen eingesetzt werden.
Wofür steht QT?
QT aus dem englischen „Quenched and Tempered“ steht für Vergüten und Anlassen. Durch ein Wärmebehandlungsverfahren wird der 1.7225+QT vergütet, in dem er auf Austenitisierungstemperatur erwärmt wird und dann schnell abgekühlt wird. Danach wird das Material angelassen um gewünschte Eigenschaften zu erzielen. Das Vergüten erzielt eine feinkörnige und homogene Mikrostruktur, hohe Festigkeit und hohe Zähigkeit.
Zu welchen Stahlgruppen gehört 1.7225+QT?
• Vergütungsstahl
• Kaltarbeitsstahl
• Edelbaustahl
Ist 1.7225+QT ein Edelstahl?
1.7225+QT ist, selbst mit einem Chrom- und Molybdänanteil, kein klassischer 10,5 % Chrom-Edelstahl. Er gehört zur Gruppe der hochwertigen Baustähle.
Ist 1.7225+QT korrosionsbeständig?
Auf einer Skala, auf der 1 niedrig und 6 hoch ist, liegt die Korrosionsbeständigkeit für 1.7225+QT bei 2.
Ist 1.7225+QT magnetisierbar?
1.7225+QT Vergütungsstahl ist magnetisierbar. Dieser Werkstoff ist für die Magnetspanntechnik geeignet.
1.7225+QT Warmarbeit
Dieser Stahl kann bei 816 – 1038 °C warm bearbeitet werden und behält seine Eigenschaften auch nach längerer Einwirkung der hohen Arbeitstemperaturen.
1.7225+QT Kaltarbeit
Im geglühten Zustand kann dieser Stahl mit allen herkömmlichen Methoden kaltverformt werden.
1.7225+QT Verschleißfestigkeit
Der 1.7225+QT erhält auf einer Skala, auf der 1 niedrig und 6 hoch ist, eine 3 für seine Verschleißbeständigkeit.
1.7225+QT TECHNISCHE EIGENSCHAFTEN
Ist 1.7225+QT ein Messerstahl?
Bei der Herstellung eines Messers oder einer Klinge aus 1.7225+QT sollten die Härte und Korrosionsbeständigkeit sowie die Verschleißfestigkeit berücksichtigt werden. Obwohl möglich, wird diese Stahlsorte normalerweise nicht zur Herstellung von Messern verwendet.
1.7225+QT Arbeitshärte
Die Arbeitshärte für den 1.7225+QT Werkstoff liegt in einem Bereich von 27 (min. Lieferhärte) – 48 HRC.
1.7225+QT Stahldichte
Die Dichte von 1.7225+QT beträgt bei Raumtemperatur 7,85 g/cm3.
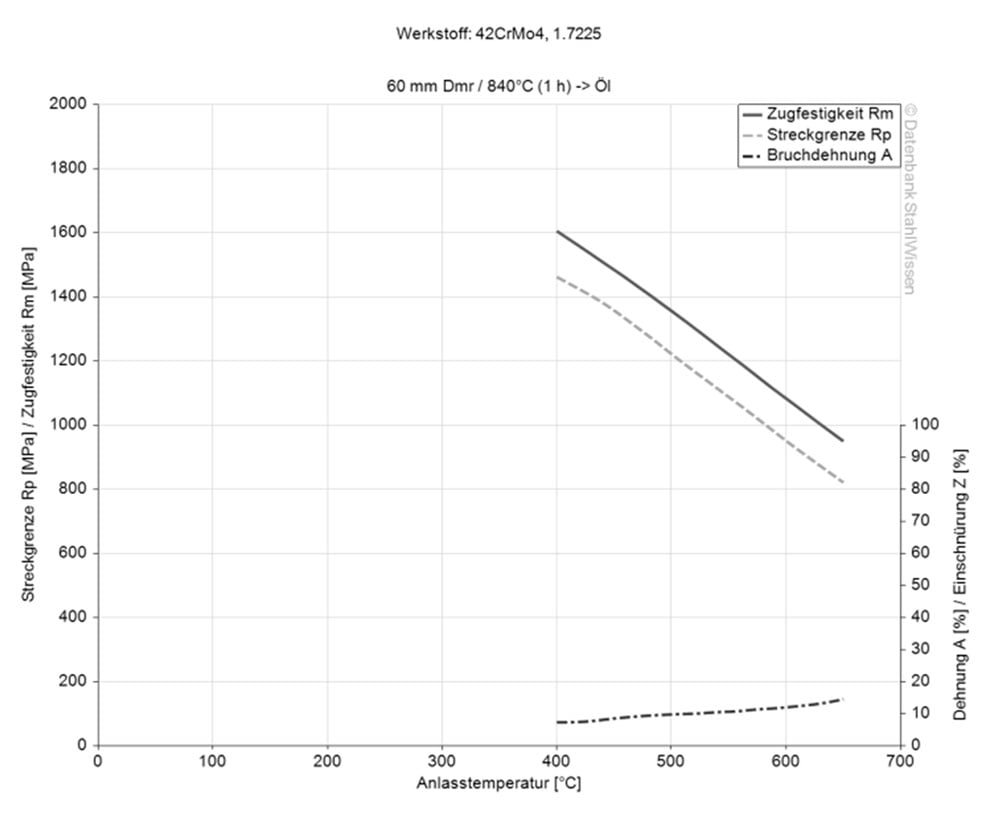
1.7225+QT Zugfestigkeit
1.7225+QT hat eine Zugfestigkeit von ca. 720 N/mm2. Um diese Erkenntnisse zu gewinnen, wird ein Zugversuch durchgeführt, der zeigt, wie viel Kraft erforderlich ist, um eine Probe zu strecken oder zu dehnen, bevor sie bricht.
1.7225+QT Streckgrenze
Die Streckgrenze von 1.7225+QT liegt bei ca. 655 N/mm2. Sie gibt an, wieviel Spannung aufgebracht werden kann, bevor sich ein Material plastisch verformt. Über diesen Punkt hinaus kehrt das Material nicht mehr in seine ursprüngliche Form zurück, wenn die Spannungen weggenommen werden, sondern bleibt verformt oder bricht sogar.
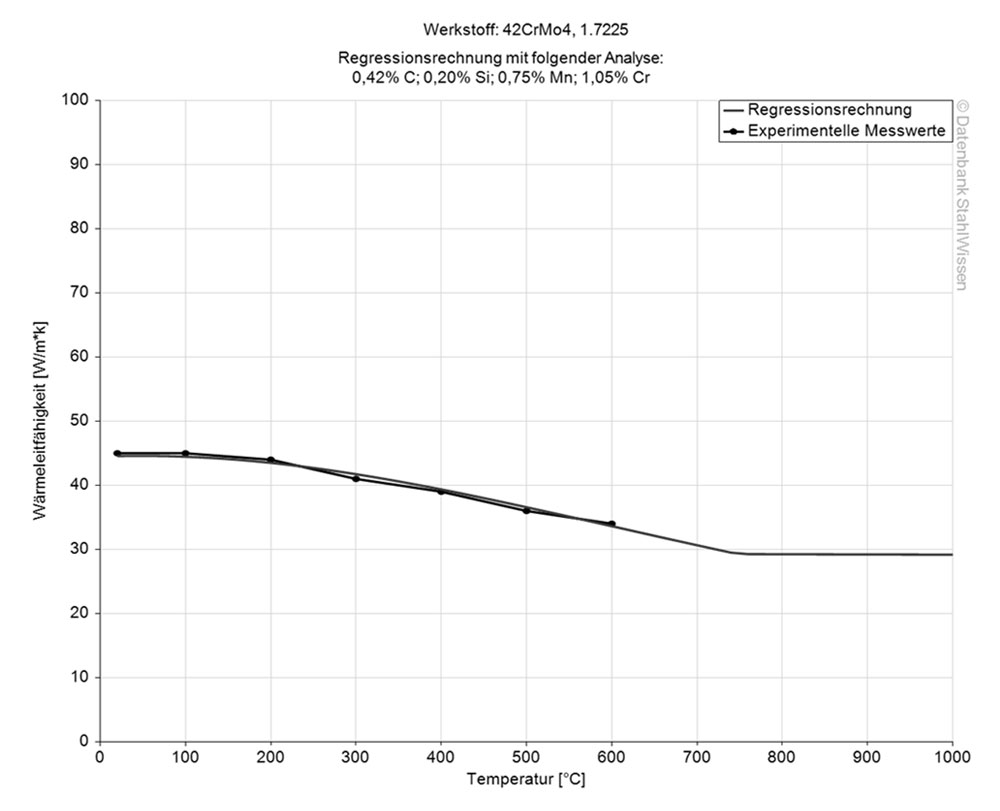
1.7225+QT Wärmeleitfähigkeit
Die Wärmeleitfähigkeit für 1.7225+QT liegt bei Raumtemperatur bei 42,6 W/(m*K).
Wärmeleitfähigkeit
Wert W/(m*K)
Temperatur
42,6
20 °C
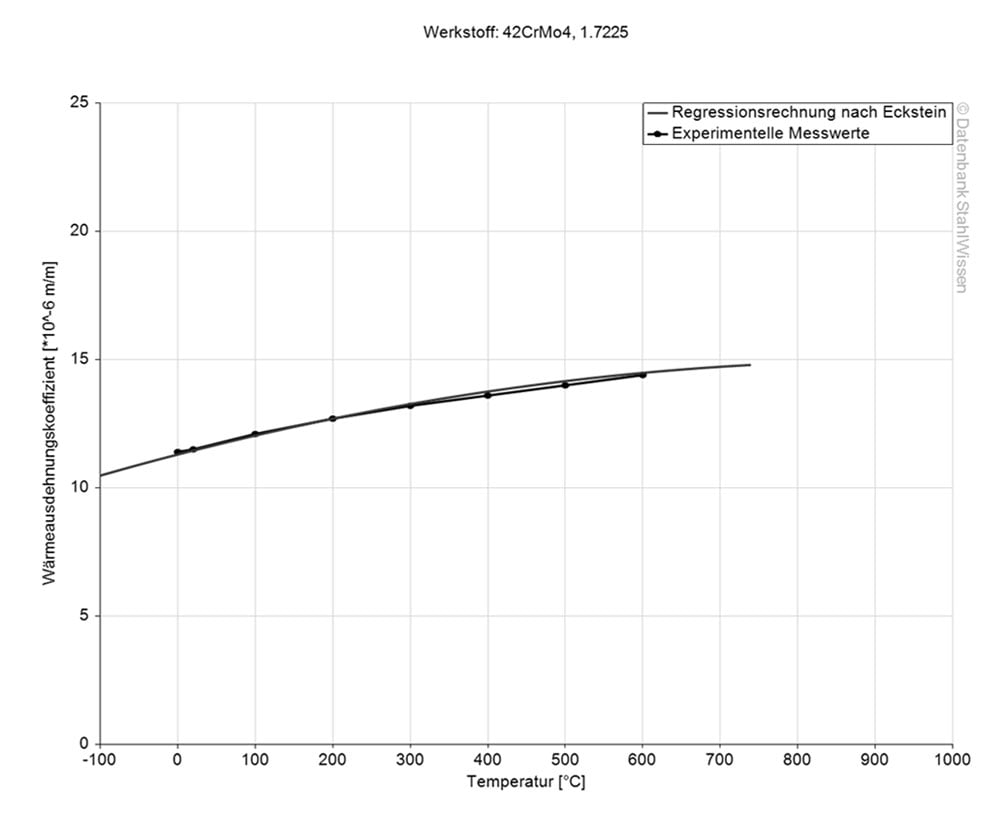
1.7225+QT Wärmeausdehnungskoeffizient
Der Wärmeausdehnungskoeffizient gibt an, wie stark sich das 1.7225+QT Material bei einer Temperaturänderung ausdehnen oder zusammenziehen kann. Dies ist eine sehr wichtige Information, insbesondere bei der Arbeit mit hohen Temperaturen oder bei starken Temperaturschwankungen während der Anwendung.
Mittlerer Wärmeausdehnungskoeffizient
Wert 10-6m/(m*K)
Bei einer Temperatur von
11,1
20 – 100 °C
12,1
20 – 200 °C
12,9
20 – 300 °C
13,5
20 – 400 °C
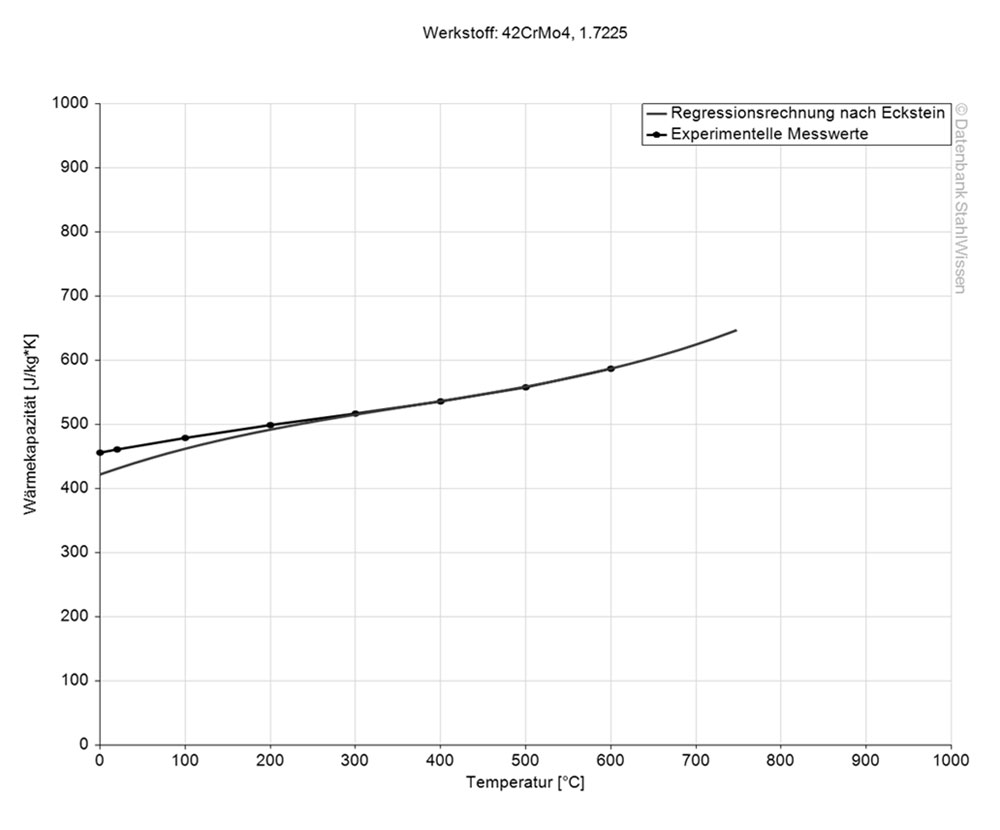
1.7225+QT Spezifische Wärmekapazität
Dieser Wert gibt an, wieviel Wärme benötigt wird, um eine bestimmte Menge an Material um 1 Kelvin zu erwärmen.
1.7225+QT Spezifischer elektrischer Widerstand
Den spezifischen elektrischen Widerstand können Sie der folgenden Tabelle entnehmen. Die elektrische Leitfähigkeit ist der Gegenwert des spezifischen elektrischen Widerstands.
Tabelle des spezifischen elektrischen Widerstands
Wert (Ohm*mm2)/m
Bei einer Temperatur von
~ 0,231
~ 20 °C
~ 0,284
~ 100 °C
~ 0,358
~ 200 °C
~ 0,448
~ 300 °C
~ 0,552
~ 400 °C
~ 0,671
~ 500 °C
1.7225+QT Elastizitätsmodul (e-Modul)
Das Spannungs- und Dehnungsmodul, bzw. das Elastizitätsmodul (Youngscher Modul), für 1.7225+QT liegt bei 210 kN/mm2.
LEIDENSCHAFT!

1.7225+QT VERFAHREN
1.7225+QT Wärmebehandlung
Der 1.7225+QT wird vergütet angeliefert und wird normalerweise nicht mehr wärmebehandelt. Sollte dennoch eine höhere Härte erforderlich sein, befolgen Sie bitte die unten aufgeführten Schritte zur Härtung, beginnend mit dem Glühen.
DIN 1.7225+QT kann auf 860 °C erhitzt und in Öl abgeschreckt werden. Das Material kann durch Normalisierung und Anlassen ein gutes Eigenschaftsspektrum erreichen.
1.7225+QT weist eine Kriechfestigkeit bis zu einer Temperatur von 540 °C auf und kann dabei seine Eigenschaften beibehalten, wenn er über einen längeren Zeitraum relativ hohen Arbeitstemperaturen ausgesetzt wird.
1.7225+QT Glühen
Erhitzen Sie die Werkstücke gleichmäßig auf 680 – 720 °C, gefolgt von einer langsamen Abkühlung im Ofen, um eine Härte von ca. 217 HB zu erreichen.
1.7225+QT Spannungsarmglühen
1.7225+QT sollte auf 593 – 705 °C erhitzt, 2 Stunden lang bei dieser Temperatur gehalten und danach an der Luft abgekühlt werden.
1.7225+QT Normalisieren
Diese Stahlgüte kann vor dem Härten normalisiert werden. Dafür auf eine Temperatur von 840 – 880 °C erhitzen und anschließend an der Luft abkühlen.
1.7225+QT Anlassen
Je höher die Anlasstemperatur, desto weicher und duktiler wird der 1.7225+QT. Im Allgemeinen werden Härte und Duktilität durch das Anlassen des Materials bestimmt. Je höher die Duktilität, desto geringer die Härte, was auch umgekehrt gilt. Abgesehen von dem Vorteil, dem Stahl die gewünschten und benötigten Eigenschaften zu verleihen, lässt sich das Material spannungsfrei machen, es neigt dadurch weniger zur Rissbildung und weist durch Anlassen ein besseres Verformungsverhalten auf.
1.7225+QT Anlasstemperatur
1.7225+QT kann je nach Härte und den erforderlichen Eigenschaften bei 540 – 680 °C angelassen werden. Nach der Behandlung sollte das Material an der Luft abgekühlt werden.
1.7225+QT Härten
Zum Härten von 1.7225+QT sollte langsam und gleichmäßig auf 820 – 860 °C erhitzt und anschließend je nach Größe und Komplexität der Werkstücke mit Wasser oder Öl abgeschreckt werden. Nach dem Aushärten kann das Material eine Arbeitshärte zwischen 27 – 48 HRC erreichen.
1.7225+QT Abschrecken
1.7225+QT kann in Öl auf Raumtemperatur abgeschreckt und danach sofort angelassen werden.
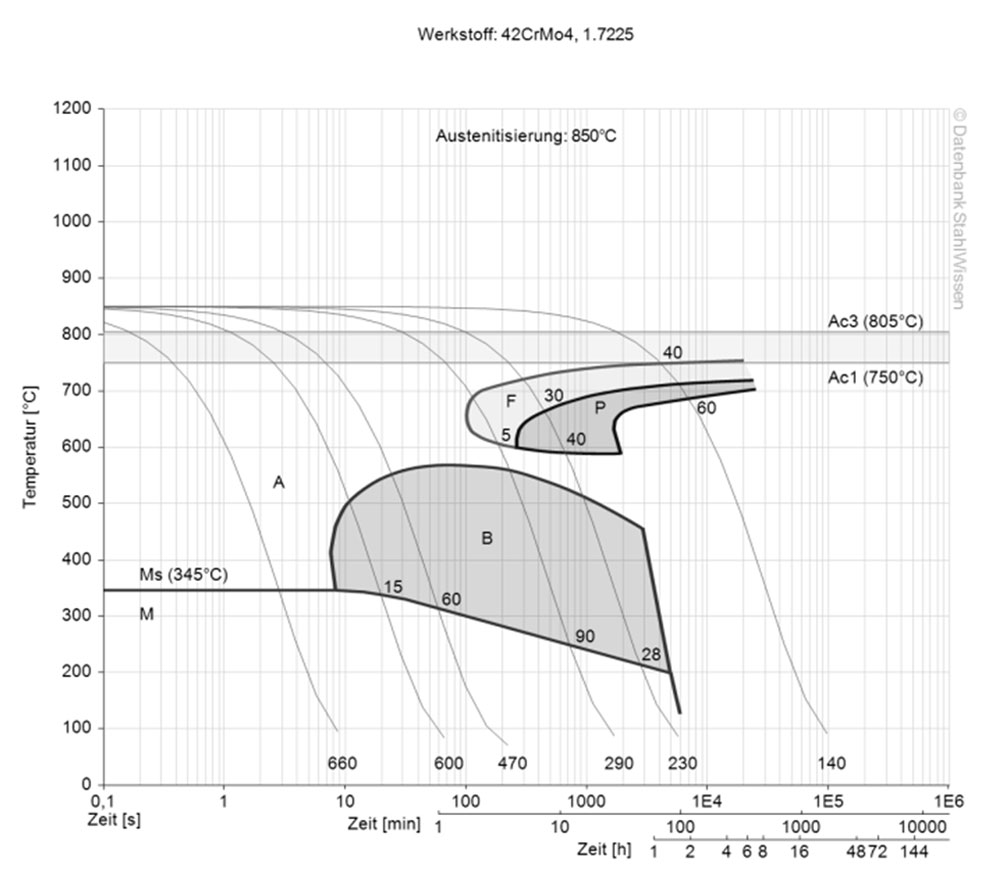
1.7225+QT Kontinuierliches ZTU-Diagramm
Dieses Diagramm zeigt Mikro-Veränderungen im Laufe der Zeit bei verschiedenen Temperaturen an. Diese sind bei der Wärmebehandlung wichtig, da sie Aufschluss über die optimalen Bedingungen für Prozesse wie Härten, Glühen und Normalisieren geben.
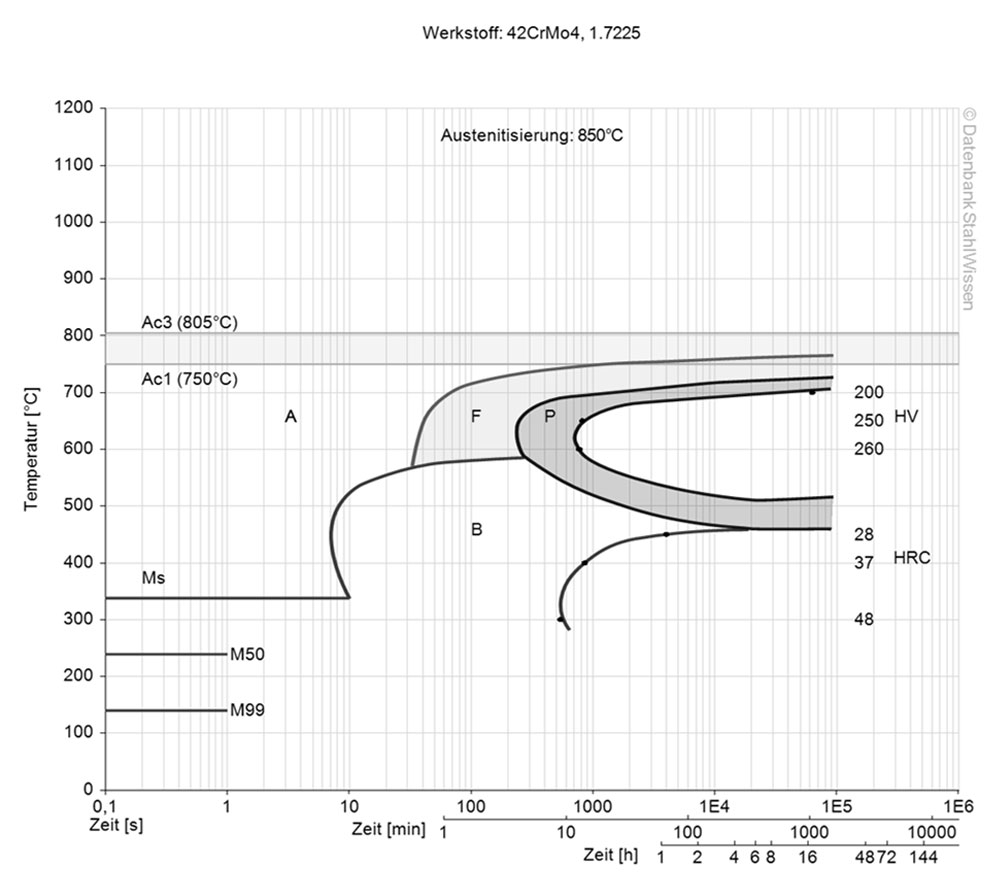
1.7225+QT Isothermisches ZTU-Diagramm
Dieses Diagramm zeigt die strukturellen Veränderungen auf Mikroebene im Laufe der Zeit bei einer konstanten Temperatur. Es zeigt, bei welcher Temperatur und nach welcher Zeit sich verschiedene Phasen, z. B. Perlit, Martensit oder Bainit, zu bilden beginnen.
1.7225+QT OBERFLÄCHEN-
BEHANDLUNG
1.7225+QT OBERFLÄCHENBEHANDLUNG
1.7225+QT Nitrieren
1.7225+QT kann nitriert werden, um dieser Stahlgüte eine härtere Oberflächenschicht zu verleihen.
1.7225+QT BEARBEITUNG
Diese Güte lässt sich leicht bearbeiten, nachdem sie wärmebehandelt wurde, um die für die beste Bearbeitbarkeit erforderliche Mikrostruktur zu erzeugen.
1.7225+QT Erodieren
Es ist möglich, diese Stahlsorte im geglühten und gehärteten Zustand zu erodieren. Nach dem Erodieren sollte die Recast-Schicht, eine dünne weiße Schicht, durch Schleifen und Polieren entfernt werden, andernfalls kann dies die Lebensdauer und Leistung der Werkstücke beeinträchtigen.
1.7225+QT Schmieden
1.7225+QT kann in einem Temperaturbereich von 900 – 1000 °C, gefolgt von einer sehr langsamen Abkühlung in ruhender Luft oder Sand, geschmiedet werden.
1.7225+QT Schweißen
Das Schweißen darf nur im geglühten oder normalgeglühten Zustand erfolgen, was dann mit allen herkömmlichen Techniken möglich ist. Um Risse zu vermeiden auf 177 – 350 °C vorheizen. Aufgrund des Kohlenstoffgehalts dieses Stahls wird ein Vor- und Nachwärmen empfohlen. Langsam abkühlen lassen, um Versprödung zu verhindern bzw. zu reduzieren. Wenn im wärmebehandelten Zustand geschweißt wird, was normalerweise nur für Reparaturen erfolgt, werden die mechanischen Eigenschaften beeinträchtigt und es sollte eine Wärmebehandlung nach dem Schweißen durchgeführt werden. Beim Schweißen vorgewärmter Werkstücke wird empfohlen, die Werkstücke vorher bei einer Temperatur von 15 °C unter der ursprünglichen Anlasstemperatur zu entspannen, um Risse zu vermeiden.