

1.2379 Flachstahl in verschiedenen Ausführungsarten
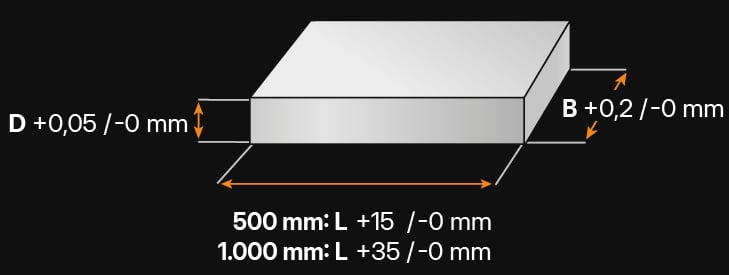
Präzisionsflachstahl ohne Bearbeitungsaufmaß (DIN 59350)
Bsp.: 100,0 x 20,0 x 1.000 mm
• Breite: + 0,2 / - 0 mm
• Dicke: + 0,05 / - 0 mm
• Länge: + 35 / - 0 mm
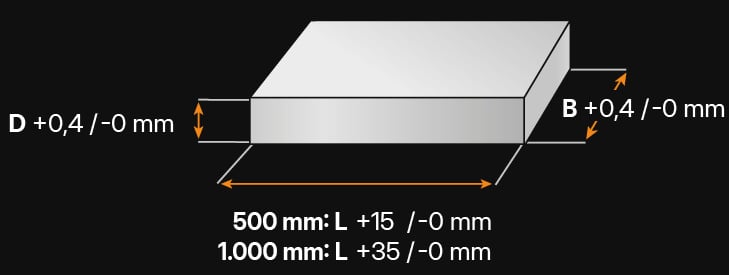
Präzisionsflachstahl mit Bearbeitungsaufmaß (~ DIN 59350)
Bsp.: 100,3 x 20,3 x 1.000 mm
• Breite: + 0,4 / - 0 mm
• Dicke: + 0,4 / - 0 mm
• Länge: + 35 / - 0 mm
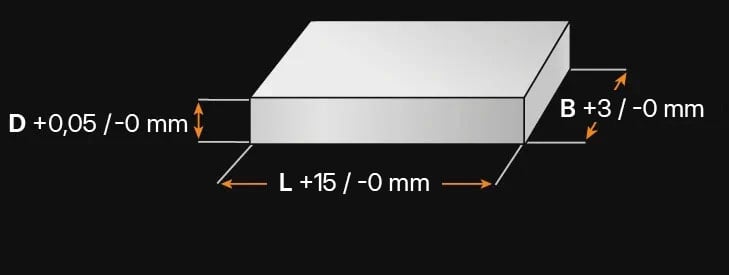
Vorbearbeiteter Flachstahl ohne Bearbeitungsaufmaß (€co-Präz®)
Bsp.: 100,3 x 20,0 x 500 mm
• Breite: + 3 / - 0 mm
• Dicke: + 0,05 / - 0 mm
• Länge: + 15 / - 0 mm
Vorbearbeiteter Flachstahl mit Bearbeitungsaufmaß (€co-Präz®)
Bsp.: 103 x 20,3 x 500 mm
• Breite: + 3 / - 0 mm
• Dicke: + 0,4 / - 0 mm
• Länge: + 15 / - 0 mm

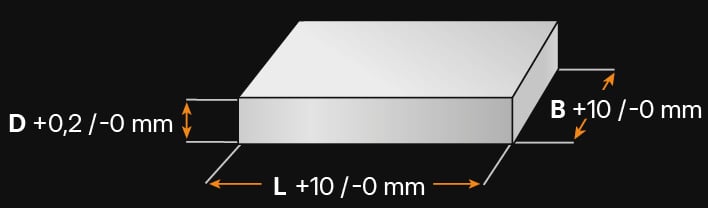
Gehärteter Flachstahl (Hart-Präz®)
Bsp.: 250 x 10,2 x 500 mm
• Breite: + 10 / - 0 mm
• Dicke: + 0,2 / - 0 mm
• Länge: + 10 / - 0 mm
Erodierblock geglüht
Faserrichtung senkrecht zur Auflagefläche
Bsp.: 200,3 x 200,3 x 40 mm
• Vierkant: + 2 / - 0 mm
• Dicke: + 0,25 / - 0 mm
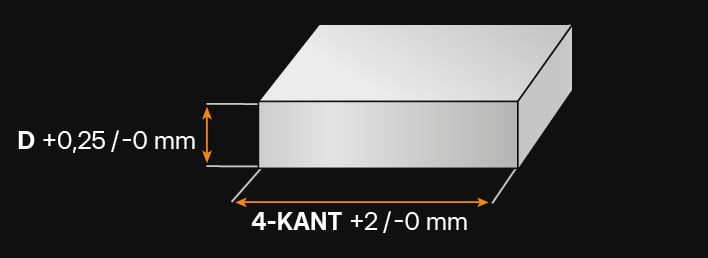
Erodierblock gehärtet
Faserrichtung senkrecht zur Auflagefläche
Bsp.: 200,3 x 200,3 x 40 mm
• Vierkant: + 2 / - 0 mm
• Dicke: + 0,25 / - 0 mm
1.2379 Rundstahl in verschiedenen Ausführungsarten
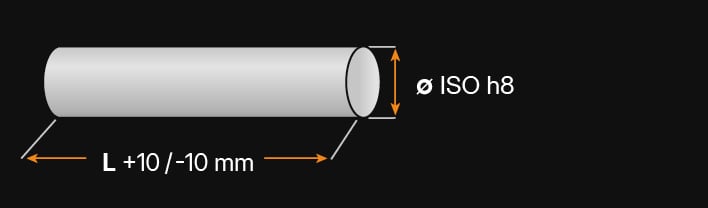
Präzisionsrundstahl ohne Bearbeitungsaufmaß (Ø ISO h8)
• blank geschliffen
• Ø ISO h8
• Länge: + 10 / - 10 mm
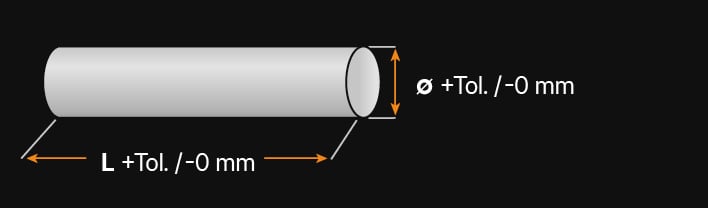
Präzisionsrundstahl mit Bearbeitungsaufmaß
• geschält / überdreht
• Ø + Tol. / - 0 mm
• Länge: + Tol / - 0 mm
Sie wollen mehr über den 1.2379 und seine Vorteile erfahren?
1.2379 – AUF EINEN BLICK
Was für ein Stahl ist 1.2379?
Der 1.2379 ist ein Stahl mit hohem Kohlenstoff- und Chromgehalt mit weiteren Legierungselementen wie Molybdän und Vanadium. Es handelt sich um einen hochlegierten, sekundärhärtenden, ledeburitischen Kaltarbeitsstahl. Dieser Stahl hat einen hohen Anteil von Chrom, was ihn für seine hohe Verzugs- und Verschleißfestigkeit bekannt gemacht hat. Er kann auch unter der Bezeichnung X153CrMoV12 gefunden werden.
Dieser Werkzeugstahl und Kunststoffformenstahl wird oft verwendet, wenn hohe Verschleißfestigkeit, Anlassbeständigkeit und gute Verformbarkeit gebraucht werden. Zusätzlich zu den oben genannten Eigenschaften weist dieser Stahl hohe Druckfestigkeit, gute Durchhärtbarkeit, hohe Stabilität beim Aushärten sowie eine hervorragende Schnitthaltigkeit auf.
Eigenschaften
Der 1.2379 ist ein vielseitig einsetzbarer Kohlenstoff-Chromstahl, was ihn zu einem hochlegierten, sekundärhärtenden, ledeburitischen Kaltarbeitsstahl macht.
Konkret bedeutet das:
• Er ist verzugsarm
• Er ist verschleißfest
• Er ist durchhärtbar
• Er ist druckfest
• Er ist anlassbeständig
• Er ist nitrierbar und erodierbar
• Er ist maßbeständig
• PVD- und CVD Verfahren sind möglich
• Brünieren ist nicht möglich
• Arbeitshärte liegt bei maximal 62 HRC
Anwendungsmöglichkeiten
1.2379 ist ein Hochleistungs-Werkzeugstahl, er wird aufgrund seiner Härte und Verschleißfestigkeit häufig in vielen verschiedenen Bereichen und Industriezweigen verwendet.
Konkrete Anwendungsbeispiele:
• Schneid- und Stanzwerkzeuge:
Aufgrund der hohen Verschleißfestigkeit und Härte wird dieser Stahl häufig zur Herstellung von Stanz- und Schneidwerkzeugen (bis 25,5 mm) eingesetzt. Dazu gehören Industriemesser, Scheren oder Schneidplatten sowie Präzisionsschneidwerkzeuge bis zu 12 mm Dicke.
• Stanzwerkzeuge:
Diese Stahlgüte wird für Stanzwerkzeuge verwendet, da sie aufgrund ihrer Eigenschaften eine gute Wahl für Formen und Matrizen ist.
• Kunststoffformen:
Für Anwendungen, die eine hohe Verschleißfestigkeit erfordern, wie beispielsweise die Herstellung von Kunststoffteilen, ist Premium 1.2379 eine ausgezeichnete Wahl.
• Messer und Klingen:
Diese Stahlgüte wird manchmal als Messerstahl für hochwertige Klingen verwendet, seine Härte erschwert jedoch das Schärfen.
1.2379 Stahl
X153CrMoV12 RICHTWERTE
Zusammensetzung – Chemische Analyse:
| C | Si | Mn | P | S | Cr | Mo | V |
|---|---|---|---|---|---|---|---|
| 1,45 - 1,6 | 0,1 - 0,6 | 0,2 - 0,6 | 0,0 - 0,03 | 0,0 - 0,03 | 11,0 - 13,0 | 0,7 - 1,0 | 0,7 - 1,0 |
Chemische Bezeichnung:
1.2379
Arbeitshärte:
57-62 HRC
Lieferzustand:
max. 255 HB
1.2379 Stahl
X153CrMoV12
PHYSIKALISCHE EIGENSCHAFTEN
Zu welchen Stahlgruppen gehört der 1.2379?
• Werkzeugstahl
• Kaltarbeitsstahl
• Kunststoffformenstahl
Ist 1.2379 ein Edelstahl?
Ja, durch seinen hohen Chromanteil von 11 – 13 % kann der 1.2379 (X153CrMoV12) als legierter Edelstahl klassifiziert werden auch wenn er seine Platzierung im Werkzeugstahl hat.
1.2379 Korrosionsbeständigkeit
Auf einer Skala, auf der 1 niedrig und 6 hoch ist, liegt die Korrosionsbeständigkeit für 1.2379 bei 4. Damit ist dieser Werkzeugstahl ein korrosionsbeständiger Edelstahl. Er hat einen hohen Chromgehalt (11 – 13 %), der ihm eine gewisse Korrosionsbeständigkeit verleiht, die aber nicht ausreicht, um diese Güte als rostfrei zu klassifizieren.
Ist 1.2379 magnetisierbar?
Als eisenhaltiges Metall kann 1.2379 magnetisiert werden. Schleifen, Fräsen und Erodieren können zum Beispiel auf Maschinen mit magnetischer Haftung durchgeführt werden.
1.2379 Verschleißbeständigkeit
Auf einer Skala, auf der 1 niedrig und 6 hoch ist, liegt die Verschleißfestigkeit von 1.2379 bei 6 und gehört damit zu den besten verschleißfesten Stahlsorten in unserem Portfolio.
1.2379 Stahl
X153CrMoV12 TECHNISCHE EIGENSCHAFTEN
Ist 1.2379 Werkzeugstahl ein Messerstahl?
1.2379 wird oft zur Herstellung von Messerklingen verwendet. 1.2379 verfügt über eine hohe Verschleißfestigkeit und Härte, wodurch die Schneidkanten der Klingen länger scharf bleiben.
Allerdings hat der Stahl auch ein paar Nachteile. Im Gegensatz zu anderen Stahlgüten ist der 1.2379 Messerstahl ziemlich spröde. Dies bedeutet, dass er unter bestimmten Bedingungen anfälliger für Brüche oder Risse ist. Aufgrund seiner Härte kann er im Vergleich zu anderen Stahlgüten schwieriger zu schärfen sein.
1.2379 Arbeitshärte
Die Arbeitshärte für 1.2379 liegt bei maximal 62 HRC. Im Vergleich zu anderen Stahlsorten weist der 1.2379 eine sehr hohe Härte auf, was zu einer hohen Verschleißfestigkeit führt. Abhängig von der konkreten Wärmebehandlung kann die Arbeitshärte ganz erheblich variieren.
1.2379 Stahldichte
Die Stahldichte von Werkzeugstahl 1.2379 liegt bei einer Temperatur von ~20 °C bei einem Wert von ca. 7,7 g/cm³.
1.2379 Zugfestigkeit
1.2379 hat bei der Lieferung eine Zugfestigkeit von ca. 860 N/mm2. Die Zugfestigkeit gibt die maximale Belastbarkeit an. Um diese Erkenntnisse zu gewinnen, wird ein Zugversuch durchgeführt, der zeigt, wie viel Kraft erforderlich ist, um eine Probe zu strecken oder zu dehnen, bevor sie bricht. Die Ergebnisse können eingesehen und dem Spannungs-Dehnungs-Diagramm entnommen werden.
1.2379 Streckgrenze
Die Streckgrenze von 1.2379 liegt bei ca. 420 N/mm2. Dieser Wert zeigt an, wann das Material unter Belastung eine plastische Verformung zeigt.
1.2379 Zerspanbarkeit
Auf einer Skala, auf der 1 niedrig und 6 hoch ist, erhält der 1.2379 für seine Zerspanbarkeit eine 1.
Dieser Stahl ist für seine hohe Härte und Verschleißfestigkeit bekannt. Diese Eigenschaften eignen sich für eine Vielzahl von Werkzeuganwendungen, aber sie schränken die Bearbeitbarkeit von dieser Stahlgüte ein.
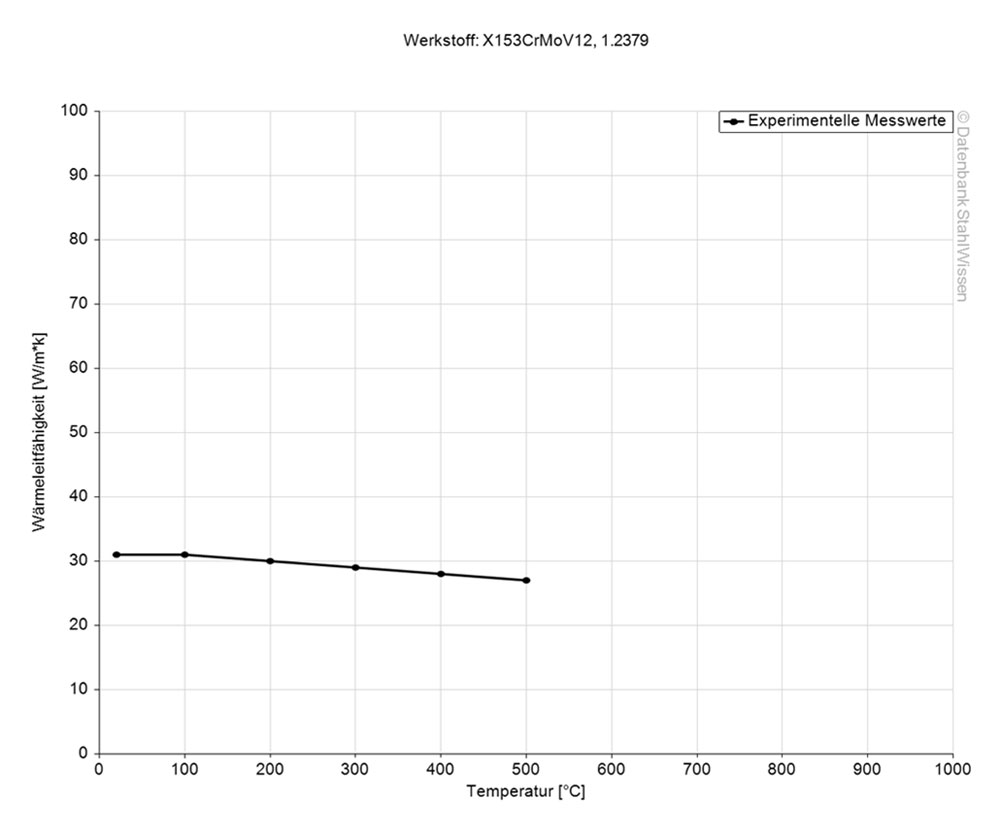
1.2379 Wärmeleitfähigkeit
Die Wärmeleitfähigkeit für 1.2379 ist typischerweise zwischen 16 – 25 W/(m*K) bei Raumtemperatur.
Wärmeleitfähigkeit ist eine physikalische Eigenschaft, die zeigt, wie gut ein Material Wärme leitet. Die Wärmeleitfähigkeit ist für Anwendungen, die Wärme übertragen oder strenge Temperaturkontrollen erfordern, sehr wichtig. In der folgenden Tabelle finden Sie die Wärmeleitfähigkeitswerte für 1.2379.
Wärmeleitfähigkeit
Wert W/(m*K)
Bei einer Temperatur von
16,7
20 °C
20,5
350 °C
24,2
700 °C
www.stahlwissen.de
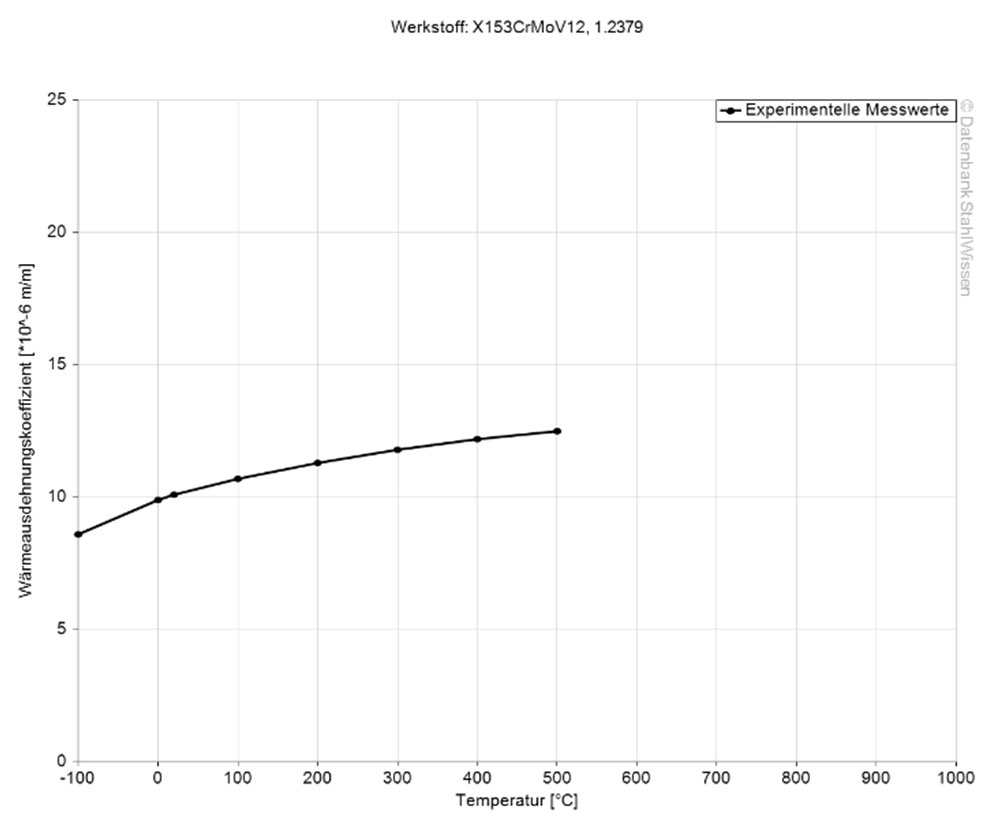
1.2379 Wärmeausdehnungskoeffizient
Der 1.2379 Ausdehnungskoeffizient gibt an, wie stark sich das Material bei einer Temperaturänderung ausdehnen oder zusammenziehen kann. Dies ist eine sehr wichtige Information, insbesondere bei der Arbeit mit hohen Temperaturen oder bei starken Temperaturschwankungen während der Anwendung.
Mittlerer Wärmeausdehnungskoeffizient
Wert 10-6m/(m*K)
Bei einer Temperatur von
10,5
20 – 100 °C
11,5
20 – 200 °C
11,9
20 – 300 °C
12,2
20 – 400 °C
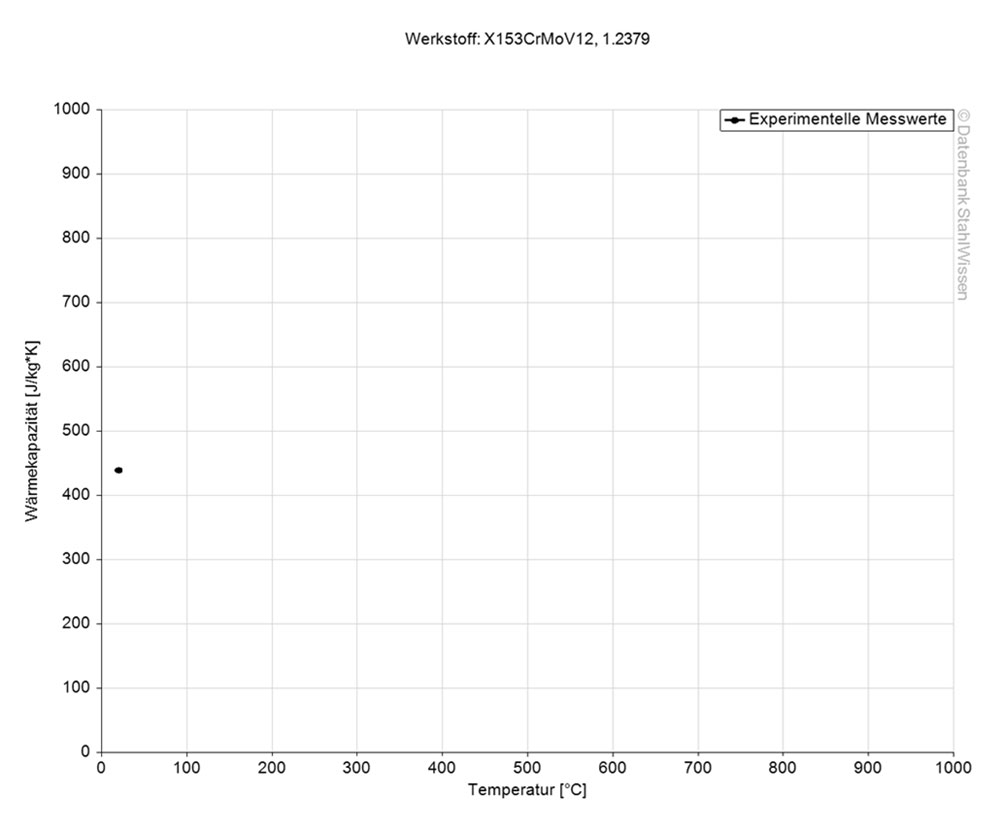
1.2379 Spezifische Wärmekapazität
Die spezifische Wärmekapazität von 1.2379 liegt bei 0,46 J/kg*K bei Raumtemperatur.
Die spezifische Wärmekapazität ist eine physikalische Eigenschaft von 1.2379 und zeigt an, wieviel Wärme benötigt wird, um eine bestimmte Materialmenge um 1 Kelvin zu erwärmen.
1.2379 Spezifischer elektrischer Widerstand
Den spezifischen elektrischen Widerstand können Sie der folgenden Tabelle entnehmen. Die elektrische Leitfähigkeit ist der Gegenwert des spezifischen elektrischen Widerstands.
Spezifischer elektrischer Widerstand
Wert (Ohm*mm²)/m
Bei einer Temperatur von
~ 0,453
~ 20 °C
~ 0,515
~ 100 °C
~ 0,596
~ 200 °C
~ 0,695
~ 300 °C
~ 0,798
~ 400 °C
~ 0,908
~ 500 °C
1.2379 Elastizitätsmodul (e-Modul)
Das Verhältnis zwischen Spannung und Dehnung von Stahl wird durch das Elastizitätsmodul (Youngscher Modul) beschrieben und ist in der nachstehenden Tabelle mit den entsprechenden Werten und Temperaturen aufgeführt.
Elastizitätsmodul
Wert kN/mm2
Bei einer Temperatur von
~ 215
~ 20 °C
~ 211
~ 100 °C
~ 204
~ 200 °C
~ 198
~ 300 °C
~ 191
~ 400 °C
~ 182
~ 500 °C
HART-PRÄZ®: BEREITS GEHÄRTETE ABMESSUNGEN IN 250 mm UND 500 mm LÄNGE!
1.2379 Stahl
X153CrMoV12 VERFAHREN
1.2379 Wärmebehandlung
Bei der Wärmebehandlung werden Werkstoffeigenschaften festgelegt. Daher sollte diese immer mit Bedacht durchgeführt werden. Es werden Eigenschaften wie Festigkeit, Zähigkeit, Oberflächenhärte und Temperaturbeständigkeit festgelegt, die wiederum die Lebensdauer von Bauteilen, Werkzeugen und Komponenten verlängern/verbessern können.
Zur Wärmebehandlung gehören das Lösungsglühen, Weichglühen, Normalisieren, Spannungsarmglühen aber auch das Anlassen, Härten und Abschrecken oder Vergüten.
Der Werkzeugstahl 1.2379 ist ein Sekundärharter. Dieser Werkstoff wird durch das einmalige, bzw. doppelte Anlassen härter. Beim Anlassen werden Sondercarbide ausgeschieden und/oder es findet eine Umwandlung von Restaustenit in Martensit statt.
1.2379 Glühen
1.2379 sollte geschützt werden und bei einer Temperatur von 830 – 860 °C durchgewärmt und 2 Stunden bei dieser Temperatur gehalten werden. Dann wird er im Ofen mit 10 °C pro Stunde auf eine Temperatur von 650 °C abgekühlt und kann danach frei weiter an der Luft abgekühlt werden.
1.2379 Spannungsarmglühen
Um spannungsarm zu glühen, erhitzen Sie das 1.2379 Material auf 600 – 650 °C nach der Vorbearbeitung und halten diese Temperatur für zwei Stunden. Danach langsam auf 500 °C abkühlen lassen, zum Schluss kann das Werkstück an der Luft weiter abgekühlt werden.
1.2379 Anlassen
Das Anlassen des Stahls ist ein Wärmebehandlungsprozess, der sich an das Härten anschließt und die Härte und Festigkeit des Stahls reduziert und die Zähigkeit anhebt. 1.2379 wird normalerweise gehärtet und anschließend angelassen, um seine mechanischen Eigenschaften zu optimieren. Der genaue Ablauf kann je nach den spezifischen Anforderungen der Anwendung variieren. Im Allgemeinen geht es darum, den Stahl auf eine vorgegebene Temperatur zu erhitzen, die Teile werden eine bestimmte Zeit lang auf dieser Temperatur gehalten und den Prozess dann durch erneutes Abkühlen des Materials abzuschließen.
Wählen Sie die Anlasstemperatur, die erreicht werden soll, halten Sie die Temperatur im Ofen für mindestens 2 Stunden, lassen Sie das Material zweimal an, lassen Sie den Stahl zwischen den Anlassvorgängen auf Raumtemperatur abkühlen. Dabei sollte die Anlasstemperatur nicht unter 180 °C fallen und mindestens zwei Stunden lang auf der gewählten Temperatur gehalten werden.
Weitere Informationen finden Sie in der folgenden Grafik:
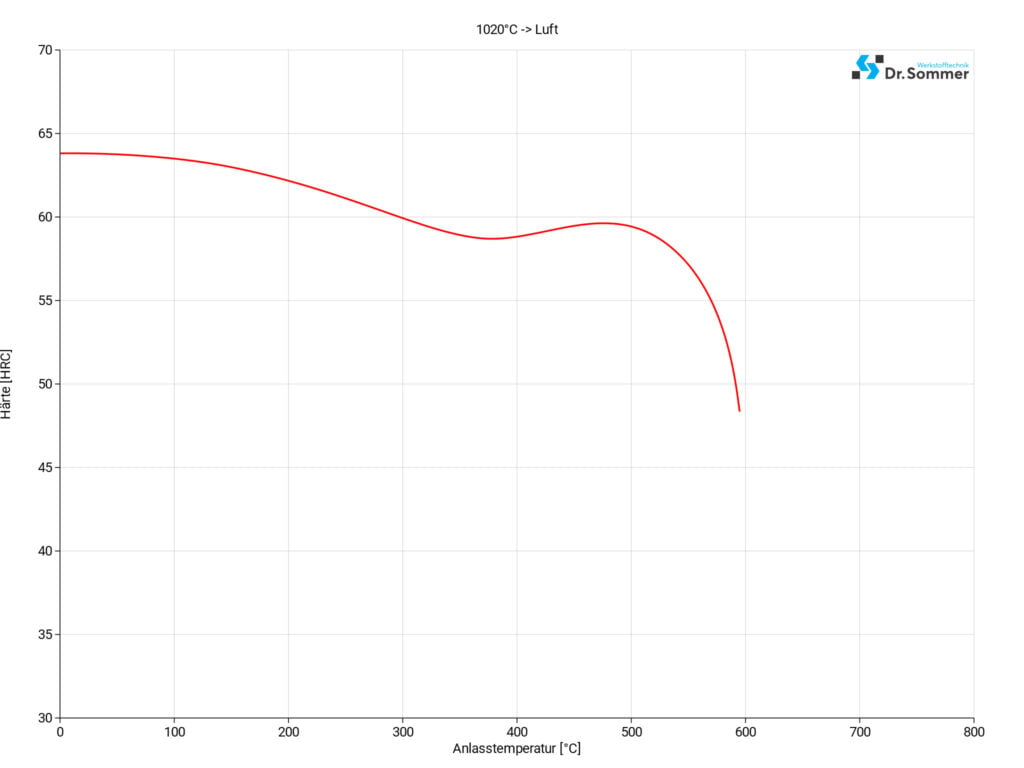
1.2379 Anlasstemperatur
Die Anlasstemperatur für 1.2379 liegt normalerweise zwischen 180 und 300 °C, es kann jedoch variieren, je nachdem, welche technischen Eigenschaften für die Werkstücke am wichtigsten sind. Normalerweise führt eine höhere Anlasstemperatur zu einer besseren Verformbarkeit der Stücke, aber auch zu einer geringeren Härte und Zugfestigkeit.
1.2379 Wärmebehandlung
Um die technischen Eigenschaften dieser Stahlgüte zu verbessern, ist es erforderlich, 1.2379 einer Wärmebehandlung zu unterziehen. Wichtig bei diesem Prozess sind Vorwärmzeit, Haltezeit, Temperatur, Atmosphäre sowie das Abschrecken/Abkühlen des Materials.
1.2379 Härten
Die Vorwärmtemperatur für diese Stahlgüte liegt bei 650 – 750 °C. Um Werkstücke beim Härten vor Entkohlung und Oxidation zu schützen, kann hier ein spezieller Behälter eingesetzt werden. Die Austenitisierungstemperatur für 1.2379 liegt zwischen 1000 und 1050 °C. Halten Sie die Temperatur pro 25 mm maximaler Dicke eine Stunde lang. Bei einer Dicke von 75 mm beträgt die Haltezeit beispielsweise 3 Stunden.
Nehmen Sie das Werkstück aus dem Behälter, falls einer verwendet wurde, und kühlen Sie es langsam im Ofen auf eine Temperatur von ca. 65°C ab. Anschließend sollte das Werkstück direkt angelassen werden. Als Ölhärtender Stahl können Werkstücke ebenfalls in Öl abgekühlt werden. Durch das Abschrecken in Öl kann eine höhere Härte und Verschleißfestigkeit erreicht werden.
Bevor Werkstücke in das Abschreckmedium Öl eingetaucht werden, sollte das Öl auf eine Temperatur von ca. 66 °C vorgewärmt werden. Anschließend werden die Teile von einer Temperatur von 1035 °C abgeschreckt und im Öl gehalten, bis die Temperatur von ca. 535 – 650 °C erreicht wird. Bei dieser Temperatur können die Teile aus dem Öl entnommen und an der Luft weiter abgekühlt werden.
1.2379 Tiefkühlbehandlung
Da mit der Zeit Änderungen im Volumen auftreten können, sollten Werkstücke, die eine maximale Maßhaltigkeit erfordern, wie Messgeräte oder Strukturteile, unter dem Gefrierpunkt behandelt werden. Nach dem Abschrecken sollte das Werkstück auf einer Temperatur zwischen -70 bis -80 °C für 3 – 4 Stunden gehalten werden, gefolgt von einer Reihe von Anlassvorgänge. Das Anlassen hat wiederum Einfluss auf die Abriebfestigkeit und Lebensdauer der jeweiligen Werkstücke. Diese Behandlung erhöht die Härte um 1 – 3 HRC. Aufgrund der Rissgefahr sollte dieses Verfahren nicht bei filigranen Formen angewendet werden.
1.2379 Abschrecken
Als weit verbreitete Abschreckmethoden für diese Stahlsorte gelten:
• Öl für einfache Formen
• Vakuum
• Gebläse/Luft/Gas
• Warmbad oder Wirbelbett bei 180 °C – 500 °C, dann weiter an der Luft abkühlen
1.2379 kann in allen gängigen Größen durchhärten. Stellen Sie sicher, dass das Material sofort angelassen wird, sobald die Temperatur des Werkstücks 50 – 70 °C erreicht hat.
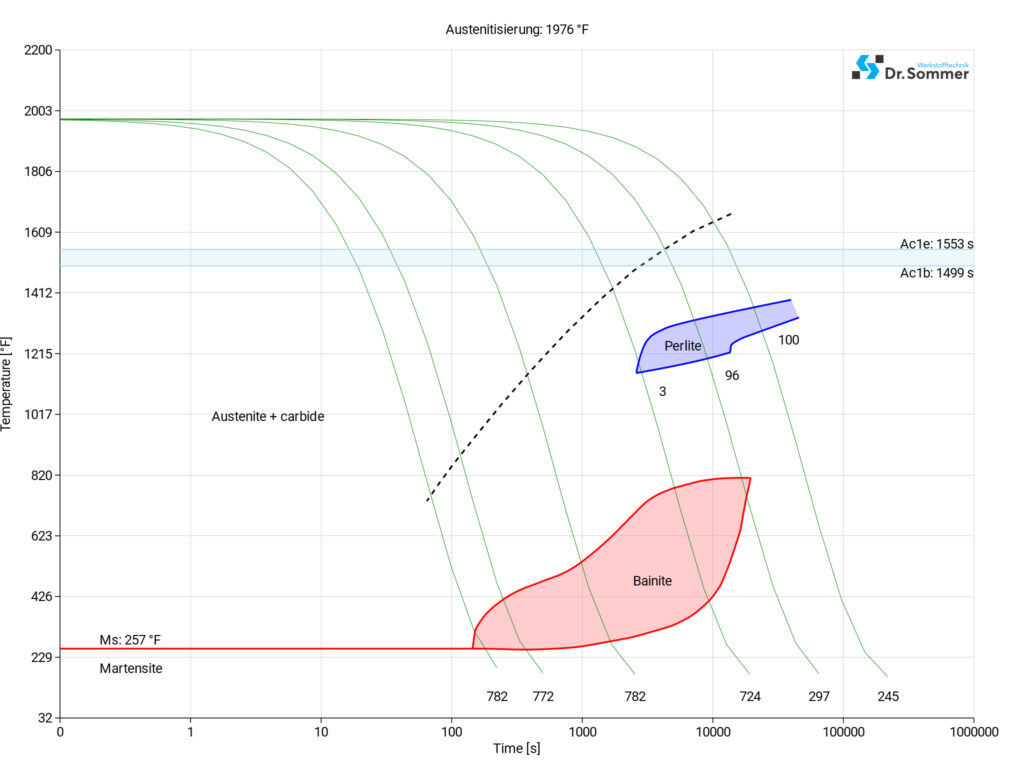
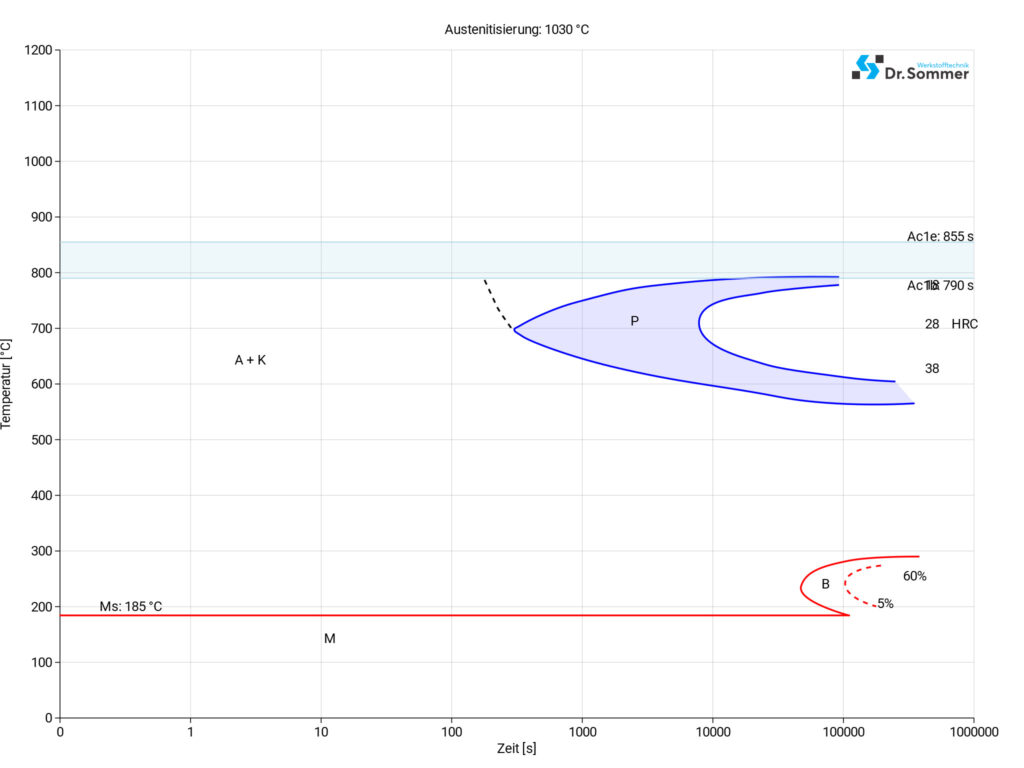
1.2379 Kontinuierliches ZTU-Diagramm
Dieses Diagramm zeigt Mikro-Veränderungen im Laufe der Zeit bei verschiedenen Temperaturen an. Diese sind bei der Wärmebehandlung wichtig, da sie Aufschluss über die optimalen Bedingungen für Prozesse wie Härten, Glühen und Normalisieren geben.
Das ZTU-Diagramm zeigt in der Regel die verschiedenen Phasen des Stahls sowie die Zeit und Temperatur an, zu denen bestimmte Änderungen auftreten (z. B. Perlit, Bainit und Martensit).
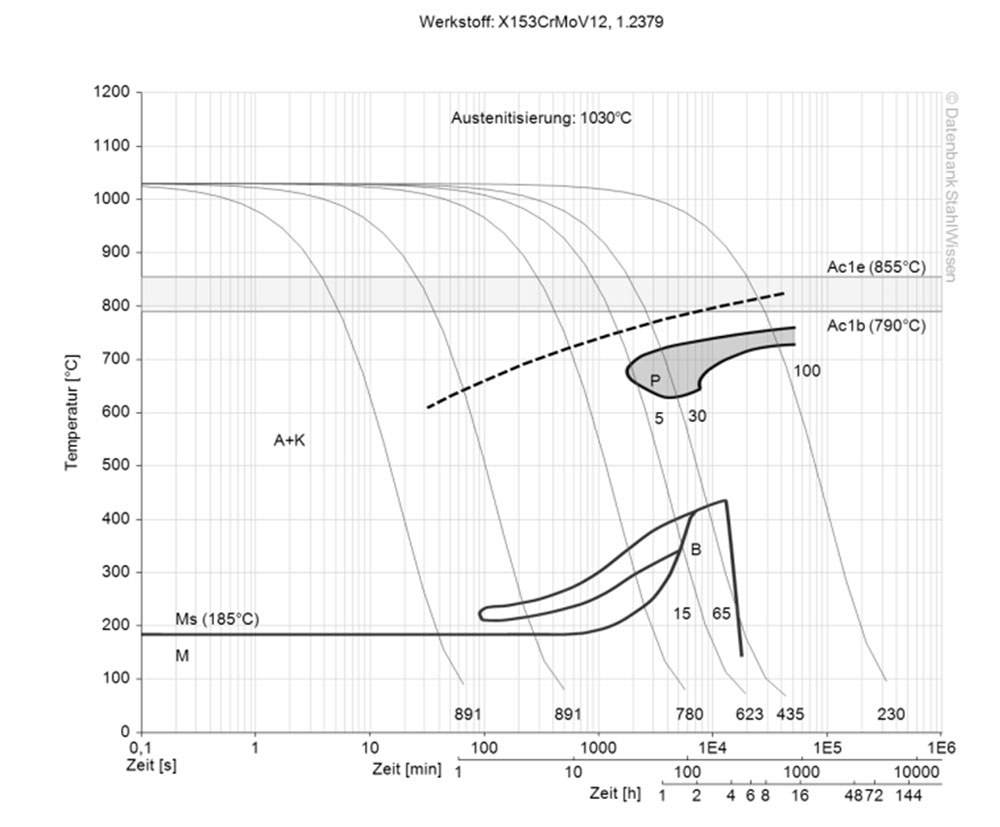
1.2379 Isothermisches ZTU-Diagramm
Dieses Diagramm zeigt die strukturellen Veränderungen auf Mikroebene im Laufe der Zeit bei einer konstanten Temperatur. Es zeigt, bei welcher Temperatur und nach welcher Zeit sich verschiedene Phasen, z. B. Perlit, Martensit oder Bainit, zu bilden beginnen.
1.2379 Stahl
X153CrMoV12 BEARBEITUNG
1.2379 Erodieren
Erodieren kann für diesen Werkstoff im gehärteten bzw. angelassenen Zustand durchgeführt werden, danach wird die Recastschicht z.B. vollständig durch Schleifen und Polieren entfernt. Anschließend können die Stücke noch einmal angelassen werden (bei einer Temperatur, die 25 °C unter der vorherigen Anlasstemperatur liegt) und bei dieser Temperatur zwei Stunden lang gehalten werden.
1.2379 Bearbeitungsaufmaß / Maßänderungen
Maßänderungen während des Härtens und Anlassens sollten berücksichtigt und ein Aufmaß von 0,15 % pro Seite hinzugefügt werden, wenn Werkstücke zwischen Vor- und Weiterbearbeitung spannungsarm geglüht werden. Wenn kein spannungsarmes Glühen durchgeführt wird, sollte das Bearbeitungsaufmaß entsprechend erhöht werden.
1.2379 Schmieden
Diese Güte ist schmiedbar. Wärmen Sie das Werkstück auf eine Temperatur von 700 – 760 °C vor, erhöhen Sie dann die Hitze auf eine Schmiedetemperatur von 1010 – 1050 °C. Lassen Sie die Temperatur nicht unter 925 °C fallen und erwärmen sie bei Bedarf erneut. Nach der Fertigstellung werden die Teile auf ca. 760 – 815 °C gleichmäßig und langsam in Asche, Kalk oder ähnlichem abgekühlt und anschließend schnellstmöglich angelassen.
1.2379 Schweißen
Der 1.2379 kann geschweißt werden, dies sollte aber nach Möglichkeit vermieden werden. Das Schweißen dieser Materialgüte kann eine Herausforderung sein und sollte mit der gebotenen Sorgfalt und Fachkenntnis durchgeführt werden. Da 1.2379 eine hohe Härte aufweist und einen hohen Kohlenstoffgehalt enthält, neigt dieser Stahl beim Schweißen schnell zur Rissbildung.
Beim Schweißen von Werkzeugstahl wie 1.2379 können gute Ergebnisse erzielt werden, wenn beim Schweißvorgang die richtigen Vorsichtsmaßnahmen getroffen werden.
Vorheizen: Um Spannungen innerhalb des Stahls zu vermeiden und abzubauen, sollte das Material vorgewärmt sein, um die Möglichkeit einer Rissbildung zu verringern. Typischerweise wird diese Stahlgüte auf eine Temperatur von 200 – 300 °C vorgewärmt.
Schweißzusatzwerkstoffe: Wenn man die Verbindung/Schweißnaht vorbereitet, ist es sehr wichtig, bei der Auswahl darauf zu achten, die geeigneten Schweißzusatzwerkstoffe und Schweißprozesse auszuwählen. Oft wird der Füllstoff so gewählt, dass er mit dem 1.2379 kompatibel ist oder eine ähnliche Zusammensetzung hat, um die bestmöglichen Ergebnisse zu erzielen. Beim Polieren oder Foto-Etching von 1.2379, ist es notwendig, mit geeigneten Elektroden der passenden Zusammensetzung zu arbeiten.
Anlassen: Nach dem Schweißen sollten die Teile langsam abgekühlt und anschließend angelassen werden, um die Härte zu verringern und die Zugfestigkeit wieder zu erhöhen. Durch das Anlassen wird eine mögliche Rissbildung verhindert.
1.2379 Stahl
X153CrMoV12
ANWENDUNGS-
MÖGLICHKEITEN
1.2379 Stahl
X153CrMoV12
ANWENDUNGSMÖGLICHKEITEN
1.2379 ist ein Hochleistungs-Werkzeugstahl, er wird aufgrund seiner Härte und Verschleißfestigkeit häufig in vielen verschiedenen Bereichen und Industriezweigen verwendet.
Konkrete Anwendungsbeispiele
• Schneid- und Stanzwerkzeuge:
Aufgrund der hohen Verschleißfestigkeit und Härte wird dieser Stahl häufig zur Herstellung von Stanz- und Schneidwerkzeugen (bis 25,5 mm) eingesetzt. Dazu gehören Industriemesser, Scheren oder Schneidplatten sowie Präzisionsschneidwerkzeuge bis zu 12 mm Dicke.
• Stanzwerkzeuge:
Diese Stahlgüte wird für Stanzwerkzeuge verwendet, da sie aufgrund ihrer Eigenschaften eine gute Wahl für Formen und Matrizen ist.
• Kunststoffformen:
Für Anwendungen, die eine hohe Verschleißfestigkeit erfordern, wie beispielsweise die Herstellung von Kunststoffteilen, ist Premium 1.2379 eine ausgezeichnete Wahl.
• Messer und Klingen:
Diese Stahlgüte wird manchmal für hochwertige Klingen verwendet, seine Härte erschwert jedoch das Schärfen.
• Schnittwerkzeuge
• Feinschneidwerkzeuge
• Matrizen
• Stempel
• Gewindewalzbacken
• Gewindewalzrollen
• Räumnadeln
• Fräser
• Presswerkzeuge
• Holzbearbeitungswerkzeuge
• Scherenmesser
• Tiefziehwerkzeuge
• Kaltwalzen
• Messwerkzeuge
• Kaltpilgerdorne
• Kunststoffformen


















