
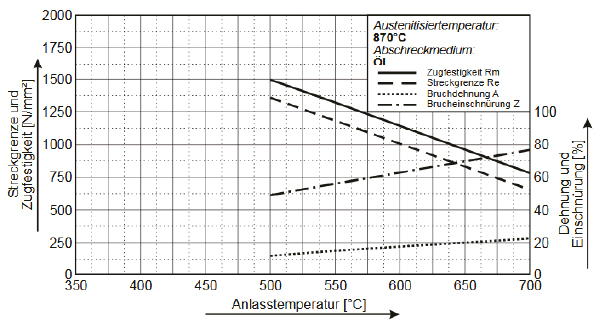
1.8519 Anlassen
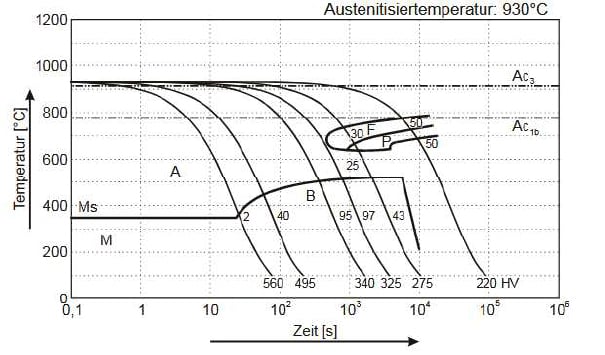
1.8519 Kontinuierliches ZTU-Diagramm
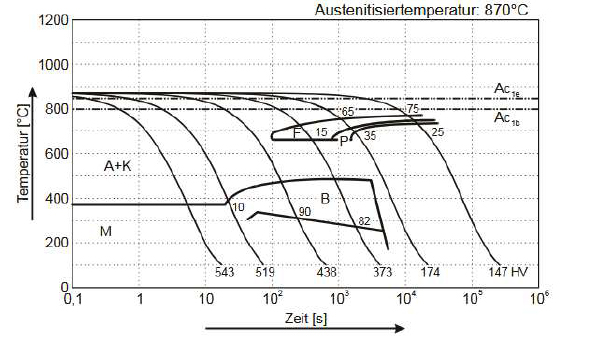
1.8519 Isothermisches ZTU-Diagramm