



1.4571 – AUF EINEN BLICK
Was für ein Stahl ist 1.4571?
Der Edelstahl 1.4571 (X6CrNiMoTi17-12-2) ist wie andere austenitische Stähle nicht magnetisierbar. Er kann durch eine Wärmebehandlung nicht gehärtet werden. Durch die Kaltverformung des Materials findet eine Änderung im Gefüge und somit eine Kaltverfestigung statt, bei der Zugfestigkeit, Dehngrenze und Härte zunehmen.
Er hat eine sehr gute Korrosionsbeständigkeit, unter bestimmten Vorraussetzungen eine ausgezeichnete Schweißbarkeit und eine hohe Beständigkeit, was bei Anwendungen wie Ofenteilen, Wärmetauschern, Brauereiausrüstungen und medizinischen Implantaten oder bei der Lagerung und dem Transport von z. B. Milch hilfreich ist.
Eigenschaften
1.4571 ist ein austenitischer Edelstahl, der aufgrund der Verwendung von Titan resistent gegen Sensibilisierung bei hohen Temperaturen ist. Er eignet sich für Anwendungen, bei denen hitzebedingte interkristalline Korrosion ein Problem darstellt, und ist für eine Vielzahl von aggressiven Umgebungen geeignet.
• Austenitischer rostfreier Stahl
• Austenitischer Chrom-Nickel-Molybdän-Stahl
• Meerwasserbeständig
• Beständig gegen verdünnte Schwefel- und Salzsäure
• Beständig gegen interkristalline Korrosion
nach dem Schweißen
• Sehr gut kaltumformbar
• Sehr gut schweißbar
• Temperaturbeständig bis zu 600 °C
• Nicht magnetisierbar
Anwendungsmöglichkeiten
Durch das stabilisierende Titan in diesem Werkstoff kann er sowohl in Umgebungen mit hohen Temperaturen als auch in korrosiven Umgebungen wie Chloriden oder Sulforen eingesetzt werden. Er kann für Anwendungen in der chemischen Verarbeitung und in der Zellstoff- und Papierindustrie verwendet werden, in denen Chemikalien und hohe Temperaturen verwendet/benötigt werden.
Konkrete Anwendungsbeispiele:
• Chemieindustrie
• Textilindustrie
• Ölindustrie
• Bauindustrie
• Lebensmittelindustrie
• Seifenindustrie
• Papierindustrie
• Fotoindustrie
• Farbenindustrie
• Gummiindustrie
• Maschinenbau
• Apparatebau
• Pumpenbau
• Verdichterbau
• Rohrleitungsbau
• Schiffsbau
• Medizintechnik
• Pharmaindustrie
• Kerntechnik
1.4571 RICHTWERTE
Zusammensetzung – Chemische Analyse:
| C | Si | Mn | P | S | Cr | Mo | Ni | Ti |
|---|---|---|---|---|---|---|---|---|
| 0,0 - 0,08 | 0,0 - 1,0 | 0,0 - 2,0 | 0,0 - 0,045 | 0,0 - 0,015 | 16,5 - 18,5 | 2,0 - 2,5 | 10,5 - 13,5 | 0,0 - 0,7 |
Chemische Bezeichnung:
X6CrNiMoTi17-12-2
Arbeitshärte:
max. <20 HCR
Lieferzustand:
max. 215 HB
1.4571 PHYSIKALISCHE EIGENSCHAFTEN
Zu welcher Stahlgruppe gehört 1.4571?
• Austenitischer Edelstahl
• Edelstahl korrosionsbeständig
• Edelstahl säurebeständig
• Rostfreier Stahl
• Chromstahl
• V4A Stahl
Ist der 1.4571 ein Edelstahl?
Ja, der 1.4571 ist ein klassischer Edelstahl. Als solcher muss ein Stahl einen Mindestanteil von 10,5 % Chrom aufweisen.
Ist 1.4571 korrosionsbeständig?
Der 1.4571 ist, mit einem Massenanteil von 16,5 – 18,5 % Chrom, ein korrosionsbeständiger Stahl.
1.4571 Allgemeine Korrosionsbeständigkeit
1.4571 hat eine gute Beständigkeit gegen Atmosphäre, Süßwasser, Obst- und Gemüsesäfte und eine mäßige Beständigkeit gegen verdünnte Säuren, wie verdünnte Schwefelsäure und Salzsäure, und ist außerdem beständig gegen interkristalline Korrosion nach dem Schweißen.
1.4571 Korrosion in gashaltigen Umgebungen
Der 1.4571 kann in einer Umgebung mit Lufttemperaturen bis zu 850 °C und Dampftemperaturen bis zu 750 °C eingesetzt werden. In schwefelhaltigen Rauchgasen ist die Korrosionsbeständigkeit geringer. In solchen Umgebungen kann der 1.4571, je nach Betriebsbedingungen, bei Temperaturen bis zu 600 – 750 °C eingesetzt werden. Dabei ist zu berücksichtigen, ob es sich um eine oxidierende oder reduzierende Atmosphäre handelt, z. B. in Bezug auf den Sauerstoffgehalt, und auf das Vorhandensein von Verunreinigungen wie Natrium und Vanadium.
1.4571 Spalt-/Lochfraßkorrosion
Mit dem zugesetzten Molybdän im 1.4571, ist dieser für Wasser mit bis zu 2.000 ppm Chlorid geeignet. Obwohl es für einige Anwendungen, die Salzsprühnebel ausgesetzt sind, als ausreichend angesehen wird, sollte er nicht für Meerwasser-Applikationen mit 19.000 ppm Chlorid eingesetzt werden.
1.4571 Interkristalline Korrosion
Durch den Zusatz von Titan kann die Ausscheidung von Chromkarbiden in den Korngrenzen nach längerem Erhitzen in einem Temperaturbereich von 450 – 850 °C verhindert werden.
1.4571 Spannungsrißkorrosion
Austenitische Stähle sind anfällig für Spannungsrisskorrosion, wie sie bei Temperaturen über 60 °C auftreten können, wenn der Stahl Zugspannungen ausgesetzt ist oder gleichzeitig mit chloridhaltigen Lösungen in Kontakt kommt.
Ist 1.4571 Edelstahl magnetisierbar?
Nein, 1.4571 ist im Allgemeinen im geglühten Zustand nicht magnetisch und eignet sich nicht für Magnetspannsysteme. Einige Verfahren wie z. B. Kaltumformung können dieses Material leicht magnetisch machen.
1.4571 Warmarbeit
Erhitzen Sie das Material auf eine Mindesttemperatur von 900 °C und lassen Sie die Temperatur nicht darunter fallen. Der ideale Temperaturbereich liegt zwischen 1150 – 1260 °C, danach an der Luft abkühlen. Um die höchstmögliche Korrosionsbeständigkeit zu gewährleisten, wird ein anschließendes Glühen empfohlen.
1.4571 Kaltarbeit
Der rostfreie 1.4571 hat gute Kaltumformeigenschaften und kann sowohl gerollt als auch gestanzt, gestaucht und gezogen werden. Um innere Spannungen zu reduzieren, wird ein Nachglühen empfohlen. Die Kaltumformung erhöht sowohl die Festigkeit, als auch die Härte dieser Stahlgüte.
1.4571 Verschleißbeständigkeit
Dieser Edelstahl erhält auf einer Skala, auf der 1 niedrig und 6 hoch ist, eine 2 für seine Verschleißbeständigkeit.
1.4571 TECHNISCHE EIGENSCHAFTEN
Ist Edelstahl 1.4571 ein Messerstahl?
1.4571 wird normalerweise nicht als Messerstahl verwendet. Er hat nicht die erforderliche Schneidhaltigkeit aufgrund des niedrigeren Kohlenstoffs. Obwohl er eine gute Zähigkeit aufweist, die ihm eine Widerstandsfähigkeit gegen Absplittern und Brechen verleiht, gefährdet dies wiederum auch die Schneidhaltigkeit. Selbst seine hohe Korrosionsbeständigkeit reicht nicht aus, um diese Güte zu einem guten Messerstahl zu machen. Ein guter Messerstahl weist ein gutes Gleichgewicht zwischen Härte und Korrosionsbeständigkeit auf.
1.4571 Arbeitshärte
Die Arbeitshärte von Edelstahl 1.4571 liegt im Bereich von max. <20 HRC
1.4571 Stahldichte
Die typische Dichte von Edelstahl 1.4571 beträgt 8,0 g/cm3 bei Zimmertemperatur.
1.4571 Zugfestigkeit
Der 1.4571 hat eine Zugfestigkeit von ca. 690 N/mm2. Um diesen Wert zu erreichen, wird ein Zugversuch durchgeführt, um zu zeigen, wie viel Kraft erforderlich ist, um eine Probe zu strecken oder zu dehnen, bevor sie bricht.
1.4571 Streckgrenze
Die Streckgrenze gibt an, wieviel Belastung erforderlich ist, um eine plastische Verformung herbeizuführen und wann der Punkt erreicht ist, an dem das Material nicht mehr in seine ursprüngliche Form zurückkehrt, nachdem die Belastung entfernt wurde. Es bleibt dann entweder verformt oder bricht sogar. Die Streckgrenze für diesen Edelstahl liegt bei ca. 200 N/mm2.
1.4571 Zerspanbarkeit
Um eine übermäßige Kaltverfestigung zu vermeiden, müssen die Werkzeugschnittkanten scharf sein. Schmier- und Kühlmittel sollten großzügig verwendet werden, um eine Wärmekonzentration an den Schnittkanten zu vermeiden. Es sollten Spanbrecher eingesetzt werden, um das Werkstück frei zu halten.
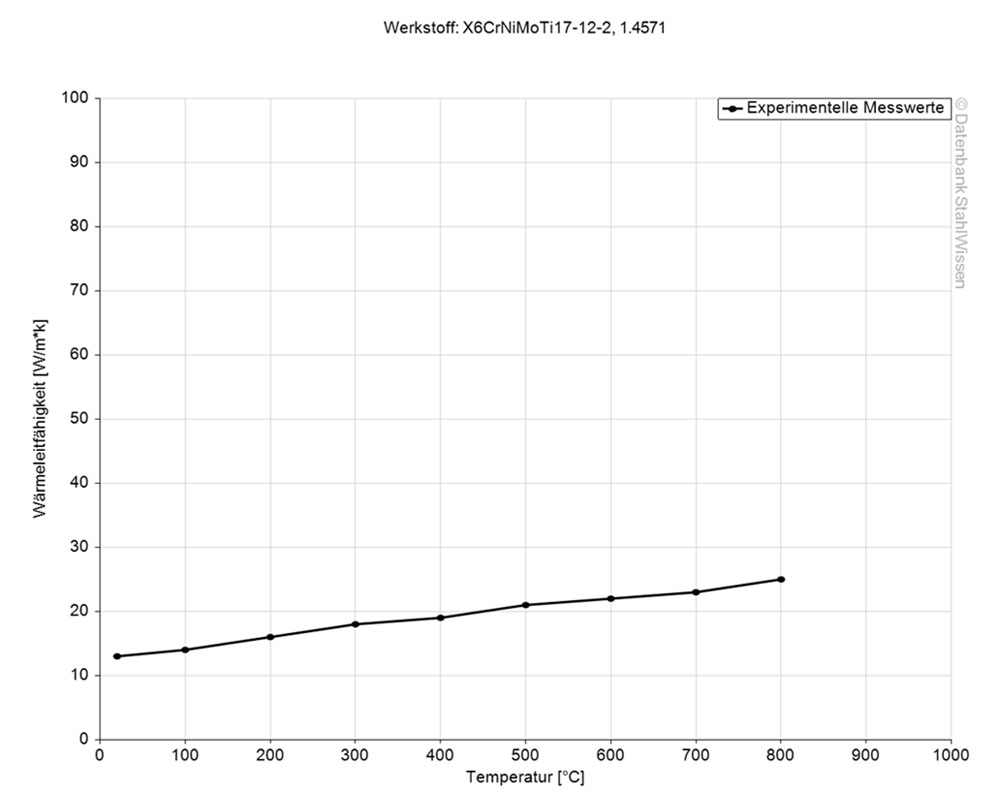
1.4571 Wärmeleitfähigkeit
Die Wärmeleitfähigkeit für Werkstoff 1.4571 bei einer Temperatur von 20 °C beträgt 15 W/(m*K).
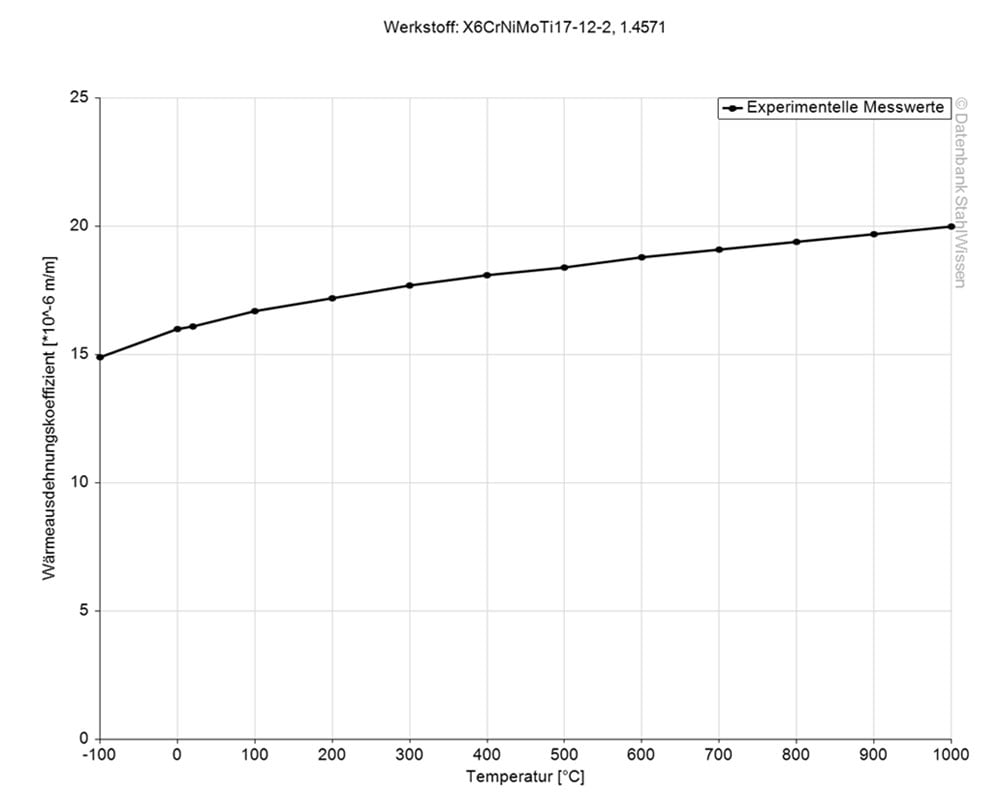
1.4571 Wärmeausdehnungskoeffizient
Die folgende Tabelle zeigt die Ausdehnung bzw. Kontraktion bei verschiedenen Temperaturen, was für Arbeiten bei hohen Temperaturen oder bei starken Temperaturschwankungen sehr wichtig sein kann.
Mittlerer Wärmeausdehnungskoeffizient
10-6m/(m*K)
Bei einer Temperatur von
16,5
20 – 100 °C
17,5
20 – 200 °C
18,0
20 – 300 °C
18,5
20 – 400 °C
19,0
20 – 500 °C
19,0
20 – 600 °C
19,5
20 – 700 °C
19,5
20 – 800 °C
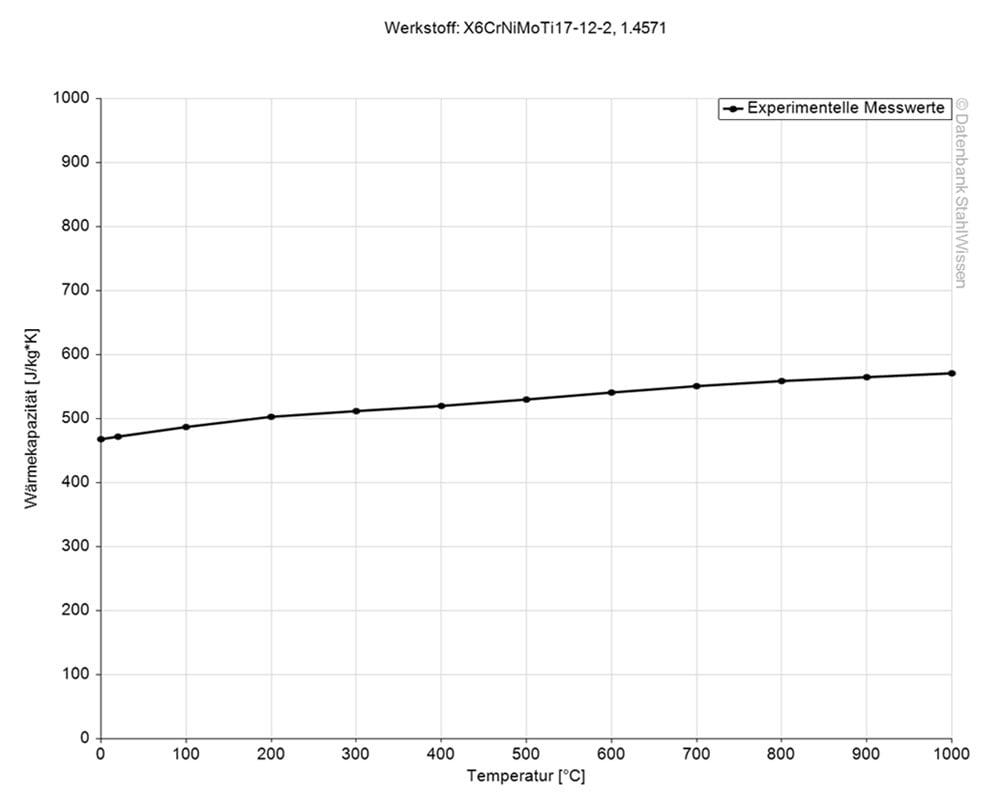
1.4571 Spezifische Wärmekapazität
Die spezifische Wärmekapazität von Edelstahl 1.4571 bei Raumtemperatur beträgt 0,5 J/kg*K. Dieser Wert gibt an, wieviel Wärme benötigt wird, um eine bestimmte Menge an 1.4571 Material um 1 Kelvin zu erwärmen.
1.4571 Spezifischer elektrischer Widerstand
Die folgende Tabelle zeigt den spezifischen elektrischen Widerstand von DIN 1.4571. Die elektrische Leitfähigkeit ist der Gegenwert des spezifischen Widerstands.
Spezifischer elektrischer Widerstand
Wert (Ohm*mm²)/m
Bei einer Temperatur von
0,75
20 °C
1.4571 Elastizitätsmodul (e-Modul)
Das Spannungs- und Dehnungsmodul, oder das Elastizitätsmodul (Youngscher Modul), für Edelstahl 1.4571 ist bei 200 kN/mm2.
PERFEKTION!

1.4571 VERFAHREN
1.4571 Wärmebehandlung
Bei der Wärmebehandlung werden Werkstoffeigenschaften festgelegt. Daher sollte diese immer mit Bedacht durchgeführt werden. Es werden Eigenschaften wie Festigkeit, Zähigkeit, Oberflächenhärte und Temperaturbeständigkeit festgelegt, die wiederum die Lebensdauer von Bauteilen, Werkzeugen und Komponenten verlängern/verbessern können.
Zur Wärmebehandlung gehören das Lösungsglühen, Weichglühen, Normalisieren, Spannungsarmglühen aber auch das Anlassen, Härten und Abschrecken oder Vergüten.
1.4571 Glühen
Zum Glühen wird das Werkstück auf eine Temperatur von 1020 – 1110 °C erhitzt und dann in Wasser oder an der Luft abgekühlt.
1.4571 Abschrecken
Das Abschrecken sollte bei Werkstücken über 2 mm in Wasser von einer Temperatur von 1020 – 1120 °C, und bei Werkstücken unter 2 mm an der Luft erfolgen.
1.4571 OBERFLÄCHEN-
BEHANDLUNG
1.4571 OBERFLÄCHENBEHANDLUNG
1.4571 Passivieren
Bei diesem Verfahren wird freies Eisen mit Salpeter- oder Zitronensäure von der Oberfläche des Materials entfernt. Die Passivierung kann die bereits hohe Korrosionsbeständigkeit des 1.4571 durch eine Chromoxidschicht noch verbessern.
1.4571 Perlstrahlen
Schleifpartikel wie Glas- oder Keramikkugeln werden auf die Oberfläche gestrahlt, um Verunreinigungen wie Rost, Farbe oder Zunder zu entfernen und eine gleichmäßige matte Oberfläche zu erzielen.
1.4571 Kugelstrahlen
Kugelstrahlen ist eine Aufprallbehandlung, bei der mehrere Hochgeschwindigkeitsschüsse auf die Materialoberfläche gestrahlt werden, wobei kleine Vertiefungen entstehen, die Spannungsspitzen beseitigen. Dadurch wird die Oberfläche widerstandsfähiger und kann Ermüdungs- und Spannungskorrosionsschäden vorbeugen.
1.4571 PVD-Verfahren (Physical Vapor Deposition)
Bei der PVD-Beschichtung wird ein dünner Film auf die Oberfläche des 1.4571 aufgebracht. Obwohl dieses Verfahren oft aus dekorativen Gründen verwendet wird, um dem Material z.B. eine schöne Farbe zu verleihen, kann die PVD-Schicht die Verschleißfestigkeit und Gleitfähigkeit verbessern.
• PVD – physikalische Gasphasenabscheidung
• CVD – chemische Gasphasenabscheidung
1.4571 Elektropolieren
Elektropolieren ist ein nicht-mechanisches chemisches Verfahren, bei dem mit Hilfe von elektrischem Strom eine dünne Materialschicht abgetragen wird, um dem Material eine glatte und glänzende Oberfläche zu verleihen. Dieses Verfahren ist nicht zu verwechseln mit der Passivierung, die ebenfalls ein nicht-mechanisches chemisches Verfahren ist, bei dem jedoch keine Elektrizität verwendet wird.
1.4571 BEARBEITUNG
1.4571 Maßänderungen
Plastische Verformung durch mechanische Spannungen, Phasenwechsel und örtliche Erwärmung und Abkühlung beim Schweißen kann zu Maßänderungen führen. Wie alle metallischen Werkstoffe dehnt sich der 1.4571 bei bestimmten Temperaturen aus bzw. zieht sich bei Temperaturänderungen zusammen. Weitere Informationen finden Sie in unserem Diagramm für den Wärmeausdehnungskoeffizienten.
1.4571 Schmieden
Erhitzen Sie das Werkstück auf ca. 1150 – 1180 °C, das Schmieden erfolgt im Temperaturbereich von 1180 – 950 °C mit anschließender Luft- oder Wasserkühlung.
1.4571 Schweißen
Edelstahl 1.4571 kann mit den meisten gängigen Schweißverfahren, mit oder ohne Schweißzusätze, geschweißt werden. Gasschweißen sollte jedoch vermieden werden, da dabei die Gefahr der Aufkohlung besteht. Eine Wärmebehandlung nach dem Schweißen ist nicht erforderlich. Anlauffarben können chemisch oder mechanisch entfernt werden, um die bestmögliche Korrosionsbeständigkeit beizubehalten.
1.4571 Herstellen
Vermeiden Sie während der Herstellung eine Kontamination über die angewendeten Werkzeuge auf das Material. Um diese Kontamination zu vermeiden, sollten nur Werkzeuge verwendet werden, die für Edelstahl geeignet sind, was eine Beschädigung der Oberfläche der Produkte vermeidet. Reinigen Sie alle Werkzeuge und Arbeitsflächen gründlich, um Verunreinigungen zu vermeiden.


















