


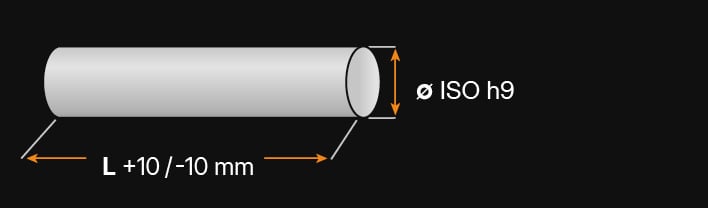
Ausführung: blank gezogen / geschliffen, ISO h9
- rund -

1.4021 – AUF EINEN BLICK
Was für ein Stahl ist 1.4021?
Der Edelstahl 1.4021 (X20Cr13) weist eine durchschnittliche Korrosionsbeständigkeit auf, die durch Schleifen oder Polieren der Oberfläche verbessert werden kann.
Feingeschliffen oder poliert eignet sich der Werkstoff für Besteck, Klingen, Küchenartikel oder Dekorationszwecke, kann aber auch in mittelmäßig aggressiven Umgebungen, Dampf oder Süßwasser eingesetzt werden. Der 1.4021 Stahl verliert an Duktilität bei Minustemperaturen und an Festigkeit, wenn das Material bei erhöhten Temperaturen zu stark angelassen wird.
Eigenschaften
Der 1.4021 eignet sich gut für Anwendungen, die ein gutes Gleichgewicht zwischen Verschleißfestigkeit und mäßiger Korrosionsbeständigkeit erfordern. Er kann in milden Umgebungen eingesetzt werden und kann aufgrund seiner Haltbarkeit und Verschleißfestigkeit zur Herstellung chirurgischer Instrumente oder Bestecke verwendet werden. Alles in allem ist er ein sehr vielseitiger Edelstahl mit einer guten Anwendungsvielfalt.
• Korrosionsbeständiger Edelstahl
(hier vergütete Ausführung)
• Martensitischer Chromstahl
• Gute mechanische Eigenschaften
• Hochglanzpolierbar
• Eignet sich als Messerstahl
• Gute Schmiedbarkeit
• Mittlere Schweißbarkeit
• Bedingt säurebeständig
• Magnetisierbar
• Kaltumformbar (geringe Verformungsgrade)
• Nicht Seewasser-beständig
Anwendungsmöglichkeiten
1.4021 kann dort verwendet werden, wo eine hohe Härte, Festigkeit und mäßige Korrosionsbeständigkeit gefordert wird:
Konkrete Anwendungsbeispiele:
• Küchengeräte
• Besteck
• Pumpen
• Wellen
Ebenfalls:
• Automobilindustrie
• Energietechnik
• Turbinen- und Kraftwerksbau
• Medizintechnik
• Maschinenbau
• Ventile
• Maschinenkomponenten wie Zahnräder,
Schrauben und Muttern
• Petrochemie
• Schneidwarenindustrie
• Messer
• Verbindungselemente
• Architektur
• Dekoration
1.4021 RICHTWERTE
Zusammensetzung – Chemische Analyse:
| C | Si | Mn | P | S | Cr |
|---|---|---|---|---|---|
| 0,16 - 0,25 | 0,0 - 1,0 | 0,0 - 1,5 | 0,0 - 0,04 | 0,0 - 0,015 | 12,0 - 14,0 |
Chemische Bezeichnung:
X20Cr13
Arbeitshärte:
ca. 25 HRC (Lieferzustand) bis 47 HRC
Lieferzustand:
max. 252 HB
1.4021 PHYSIKALISCHE EIGENSCHAFTEN
Zu welcher Stahlgruppe gehört 1.4021?
• Martensitischer Edelstahl
• Edelstahl korrosionsbeständig
• Edelstahl säurebeständig
• Rostfreier Stahl
• Warmarbeitsstahl
• Chrom-Stahl
Ist der 1.4021 ein Edelstahl?
Ja, der 1.4021 ist ein Edelstahl. Es ist ein Massenanteil von mindestens 10,5 % Chrom erforderlich, um als Edelstahl zu gelten. Der 1.4021 hat einen Massenanteil von 12 – 14 % Chrom.
Ist der 1.4021 korrosionsbeständig?
Ja, mit einem Massenanteil von 12 – 14 % Chrom ist der 1.4021 ein korrosionsbeständiger Stahl.
1.4021 Allgemeine Korrosionsbeständigkeit
Dieser Edelstahl weist eine gute Korrosionsbeständigkeit in leicht korrosiven Umgebungen auf, die frei von Chloriden wie Reinigungsmitteln, organischen Säuren oder Seifen sind. Der 1.4021 ist bis zu einer Temperatur von 600 °C beständig gegen Korrosion. Dieser Werkstoff ist nicht für den Einsatz im Meerwasser geeignet, da es bei der Verwendung in dieser Umgebung zu Lochfraß kommt. Im Allgemeinen ist die Korrosionsbeständigkeit dieses Edelstahls geringer als bei herkömmlichen austenitischen Sorten. Um die Korrosionsbeständigkeit dieses Stahls zu verbessern, können die Werkstücke mit einer fein geschliffenen oder polierten Oberfläche versehen werden.
Ist 1.4021 Edelstahl magnetisierbar?
Der 1.4021 kann magnetisiert werden, was für Anwendungen von Vorteil ist, bei denen magnetische Eigenschaften erforderlich sind, dadurch eignet er sich auch für die Magnetspanntechnik.
1.4021 Warmarbeit
Erhitzen Sie das Material gleichmäßig auf einen Temperaturbereich von 1150 – 1230 °C. Eine Warmbearbeitung dieses Stahls bei Temperaturen unter 925 °C sollte vermieden werden, da es sonst zu Rissen kommen kann.
Die Korrosionsbeständigkeit wird durch Verfärbungen, Warmumformung, Schweißen oder Verzunderung beeinträchtigt. Diese sollten durch Beizen, Schleifen oder Sandstrahlen entfernt werden. Für diesen Vorgang dürfen nur eisenfreie Werkzeuge verwendet werden.
1.4021 Kaltarbeit
Es wird nicht empfohlen, das 1.4021 Material kalt zu bearbeiten, denn es können nur geringfügige Änderungen an diesem Material vorgenommen werden. Bei starker Bearbeitung kann es zu Rissen kommen. Diese Stahlgüte wird am häufigsten maschinell bearbeitet, um sie in Form zu bringen.
1.4021 Verschleißbeständigkeit
Dieser Edelstahl erhält auf einer Skala, auf der 1 niedrig und 6 hoch ist, eine 3 für seine Verschleißbeständigkeit.
1.4021 TECHNISCHE EIGENSCHAFTEN
Ist der 1.4021. Edelstahl ein Messerstahl?
Der 1.4021 kann für Messerklingen, chirurgische Instrumente, sowie Schneidwerkzeuge verwendet werden, da er nach der Wärmebehandlung eine ausgezeichnete Härte aufweist. Also kann der 1.4021 als Messerstahl verwendet werden.
1.4021 Arbeitshärte
Die Arbeitshärte für 1.4021 Edelstahl liegt bei max. 47 HRC
1.4021 Stahldichte
Typischerweise beträgt die Dichte von 1.4021 Edelstahl 7,7 g/cm3 bei Raumtemperatur.
1.4021 Zugfestigkeit
Die Zugfestigkeit für den 1.4021 liegt bei ca. 850 N/mm2. Dieser Wert ist das Ergebnis eines Zugversuchs, der aufzeigt, wieviel Kraft erforderlich ist, bevor das Material beginnt sich zu dehnen oder zu verformen, bevor es bricht.
1.4021 Streckgrenze
Die Streckgrenze gibt an, wieviel Spannung auf ein Material ausgeübt werden kann, bevor es sich plastisch verformt. Über diesen Punkt hinaus kehrt es nicht mehr in seine ursprüngliche Form zurück, auch wenn die Spannungen entfernt werden. Das Material verformt sich dauerhaft oder bricht über diesen Punkt hinaus.
Der Bereich für den 1.4021 Edelstahl liegt zwischen 500 – 600 N/mm2.
1.4021 Zerspanbarkeit
Der DIN 1.4021 erhält, auf einer Skala auf der 1 niedrig und 6 hoch ist, ein 4 für seine Zerspanbarkeit.
1.4021 Wärmeleitfähigkeit
Die Wärmeleitfähigkeit für den 1.4021 liegt bei 30 W/(m*K) bei Raumtemperatur.
1.4021 Wärmeausdehnungskoeffizient
Die folgende Tabelle zeigt die Ausdehnung bzw. Kontraktion bei verschiedenen Temperaturen, was für Arbeiten bei hohen Temperaturen oder bei starken Temperaturschwankungen sehr wichtig sein kann.
Mittlerer Wärmeausdehnungskoeffizient
Wert 10-6m/(m*K)
Bei einer Temperatur von
10,5
20 – 100 °C
11,0
20 – 200 °C
11,5
20 – 300 °C
12,0
20 – 400 °C
1.4021 Spezifische Wärmekapazität
Die spezifische Wärmekapazität des 1.4021 Edelstahl liegt bei Raumtemperatur bei 0,46 J/g-°C. Dieser Wert gibt an, wieviel Wärme benötigt wird, um eine bestimmte Menge an Material um 1 Kelvin zu erwärmen.
1.4021 Spezifischer elektrischer Widerstand
Die folgende Tabelle zeigt den elektrischen Widerstand von 1.4021 Edelstahl.
Spezifischer elektrischer Widerstand
Wert (Ohm*mm2)/m
Bei einer Temperatur von
0,6
20 °C
1.4021 Elastizitätsmodul (e- Modul)
Das Spannungs- und Dehnungsmodul, oder das Elastizitätsmodul (Youngscher Modul), für 1.4021 liegt bei 215 kN/mm2.
ABRAMS PREMIUM STAHL® – QUALITÄT, DIE SICH SEHEN LÄSST!
1.4021 VERFAHREN
1.4021 Wärmebehandlung
Spezifische Temperaturen und Zeiten für jeden der folgenden Schritte können je nach Größe und Form der Werkstücke und ihren endgültigen gewünschten Eigenschaften variieren. Kontrolliertes Erhitzen und Abkühlen ist entscheidend, um die ideale Struktur und die idealen Eigenschaften dieser Stahlsorte zu erreichen.
1.4021 Glühen
Erhitzen Sie das Material gleichmäßig auf einen Temperaturbereich von 745 – 825 °C, halten Sie es in diesem Temperaturbereich und lassen Sie den 1.4021 anschließend langsam an der Luft oder im Ofen abkühlen.
1.4021 Spannungsarmglühen
Das Spannungsarmglühen geschieht, um die Dimensionsstabilität sicherzustellen und Risse zu verhindern. Erhitzen Sie das Material auf einen Temperaturbereich von 150 bis 200 °C und halten Sie diesen 2 Stunden lang pro 25 mm Dicke. Um diesen Vorgang abzuschließen, kühlen Sie das Material an ruhiger Luft auf Raumtemperatur ab. Überprüfen Sie abschließend das Material, um sicherzustellen, dass die Reduzierung der Eigenspannungen erreicht wurde und die mechanischen Eigenschaften und Abmessungen nicht verändert wurden.
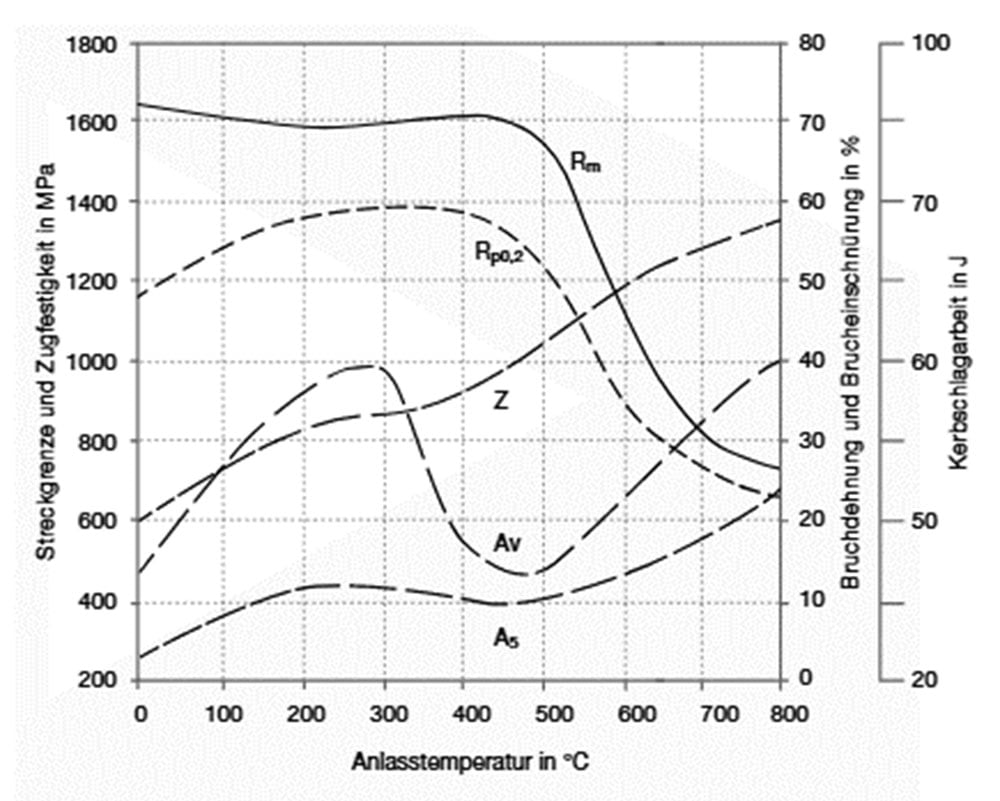
1.4021 Anlassen
Die Anlasstemperatur wird entsprechend den Härteanforderungen gewählt, um die Sprödigkeit nach dem Abschrecken zu verringern, oder um das Gleichgewicht zwischen Härte und Zähigkeit einzustellen. Anlasstemperaturen für den 1.4021 liegen zwischen 600 – 700 °C, der Temperaturbereich von 400 – 600 °C sollte aufgrund von unerwünschten Ausscheidungen und Phasen vermieden werden.
1.4021 Wärmebehandlung
Spezifische Temperaturen und Zeiten für jeden der folgenden Schritte können je nach Größe und Form der Werkstücke und ihren endgültigen gewünschten Eigenschaften variieren. Kontrolliertes Erhitzen und Abkühlen ist entscheidend, um die ideale Struktur und die idealen Eigenschaften dieser Stahlsorte zu erreichen.
1.4021 Härten
Erhitzen Sie das Material gleichmäßig auf eine Temperatur von 950 – 1050 °C, halten Sie es und kühlen Sie es dann in Öl oder Luft ab. Mit zunehmender Härte des 1.4021 steigt auch die Zugfestigkeit.
1.4021 Abschrecken
Das Abschrecken erfolgt schnell, um Austenit wieder in Martensit umzuwandeln.
• Öl
• Luft
• Polymer
1.4021 OBERFLÄCHEN-BEHANDLUNG
1.4021 OBERFLÄCHENBEHANDLUNG
Durch eine Oberflächenbehandlung können Eigenschaften, Korrosionsbeständigkeit, Verschleißfestigkeit sowie Ästhetik eines Stahls verbessert werden. Hier sind einige Beispiele für Oberflächenbehandlungen für den 1.4021.
1.4021 Polieren
Die Korrosionsbeständigkeit des 1.4021 kann durch eine hochglanzpolierte Oberfläche verbessert, Verunreinigungen von der Oberfläche entfernt und seine Ästhetik verbessert werden, was diese Stahlgüte ideal für die Messerherstellung macht.
1.4021 Brünieren
Hierbei handelt es sich um eine Oberflächenbehandlung, die die Korrosionsbeständigkeit verbessern kann, oft aber aus ästhetischen Gründen angewendet wird, da sie für einen schwarz-blauen letzten Schliff sorgt, der die Lichtreflexion von der Oberfläche reduziert.
1.4021 PVD- und CVD-Verfahren
Sowohl die PVD- (Physical Vapor Deposition) als auch die CVD-Beschichtung (Chemical Vapor Deposition) bringen eine dünne Schicht auf die Materialoberfläche auf, die die Verschleißfestigkeit erhöhen, oder die Reibung verringern kann.
• PVD – physikalische Gasphasenabscheidung
• CVD – chemische Gasphasenabscheidung
1.4021 Passivieren
Dieser Prozess entfernt freies Eisen mit Salpeter- oder Zitronensäure von der Oberfläche und legt eine schützende Oxidschicht auf das Material.
1.4021 Kugelstrahlen
Bei diesem Verfahren werden mehrere Hochgeschwindigkeitsschüsse auf die Materialoberfläche gestrahlt und kleine Vertiefungen hinterlassen, um Spannungsspitzen zu beseitigen. Es macht die Oberfläche widerstandsfähiger und kann Ermüdungs- und Spannungskorrosionsschäden vorbeugen.
1.4021 Perlstrahlen
Schleifpartikel wie Glas- oder Keramikperlen werden gegen die Oberfläche gestrahlt, um Verunreinigungen wie Rost, Farbe oder Zunder zu entfernen und eine gleichmäßige matte Oberfläche zu erzielen.
1.4021 Laseroberflächenschmelzen
Bei diesem Verfahren schmilzt ein Laser mit einem Hochleistungsstrahl eine dünne Schicht. Das Material kühlt daraufhin schnell wieder ab und verfestigt sich wieder. Dies verbessert die Oberflächenhärte und Korrosionsbeständigkeit.
1.4021 BEARBEITUNG
Die Bearbeitung von 1.4021 unterscheidet sich im Wesentlichen nicht von der Bearbeitung unlegierter Kohlenstoffstähle mit ähnlicher oder gleicher Festigkeit.
1.4021 Maßänderungen
Bei der Wärmebehandlung, Abkühlung und Fertigung kann es zu Maßänderungen kommen. Durch Erhitzen und Abkühlen kann sich jede Stahlgüte ausdehnen oder zusammenziehen, aber auch Phasenänderungen und Spannungsabbau können ein Faktor für Maßänderungen sein und sollten berücksichtigt werden, wenn enge Toleranzen erforderlich sind. Eine kontrollierte Wärmebehandlung und gute Bearbeitungspraktiken können die Dimensionsstabilität unterstützen.
1.4021 Schmieden
Erhitzen Sie das Material erst langsam und gleichmäßig auf eine Temperatur von 850 °C und dann schneller auf einen Temperaturbereich von 1150 – 1180 °C. Schmieden Sie die Werkstücke bei Temperaturen zwischen 1100 und 900 °C und beenden Sie den Prozess durch langsames Abkühlen der Werkstücke im Ofen oder mit trockener Asche, oder ähnlichen Materialien, die eine langsame Abkühlung fördern.
1.4021 Schweißen
Obwohl 1.4021 eine schlechte Schweißbarkeit aufweist, kann mit allen Arten von Schweißverfahren geschweißt werden. Beim Gasschweißen sollte darauf geachtet werden, Verunreinigungen, beispielsweise Stickstoff oder Wasserstoff, zu vermeiden, da diese die mechanischen Eigenschaften der Werkstücke beeinträchtigen.
Wärmen Sie die Stücke auf 200 – 300 °C vor, wenn ein Füllstoff benötigt wird, sollte dieser zum Grundmetall passen. Lassen Sie die Werkstücke vor dem Anlassen auf 120 °C abkühlen. Um einen Teil der Duktilität in der Schweißzone wiederherzustellen, sollten sie bei einer Temperatur von 650°C angelassen werden.


















