



1.2709 ESU – AUF EINEN BLICK
Was für ein Stahl ist 1.2709 ESU?
Der Werkzeugstahl 1.2709 ESU ist ein hochlegierter martensitaushärtender Werkzeugstahl mit hoher Zähigkeit, er ist verzugsarm mit hoher Härte und Festigkeit. Der 1.2709 ESU kann im geglühten und gehärteten Zustand gut bearbeitet werden. Als ESU-Stahl (Elektroschlacke Umschmelzverfahren) hat der 1.2709 ESU ein homogenes und reineres Gefüge. Er verfügt über eine hohe Streckgrenze, sowie eine hohe Zugfestigkeit, welche ihn in vielen verschiedenen Industrien einsetzbar machen.
Eigenschaften
Der hochlegierte 1.2709 ESU kann durch seine positiven Eigenschaften in vielen verschiedenen Industriebereichen eingesetzt werden. Die Kombination aus Härte, Verschleißfestigkeit und Zähigkeit geben dieser Stahlgüte eine gute Leistungsfähigkeit und eine gute Lebensdauer, die insbesondere in der Auto- und Luftfahrtindustrie, aber auch im Formenbau, benötigt wird. In diesen Industrien müssen Werkstücke und Werkzeuge großen Belastungen standhalten.
• Werkzeugstahl
• Ausscheidungshärter
• Hochfest
• Sehr gute Zähigkeit
• Hohe Streckgrenze
• Hohe Zugfestigkeit
• Maßänderungsarm
• Verzugsarm
Anwendungsmöglichkeiten
Werkzeugstahl 1.2709 ESU wird in vielen verschiedenen Industrien für verschiedene Anwendungen eingesetzt. Hier ein paar Beispiele, wo der 1.2709 ESU eingesetzt werden kann.
Im Formenbau wird er für Spritzgießwerkzeuge eingesetzt, die bei der Herstellung von Spritzgussteilen benötigt werden. In der Autoindustrie und der Luft- und Raumfahrt kommt dieser Werkstoff zum Umformen von Blechen oder Schneiden von anderen Materialien zum Einsatz. Durch seine hohe Verschleißfestigkeit wird er allgemein im Maschinenbau gerne eingesetzt, um Werkzeuge herzustellen. Durch seine hohe Verschleißfestigkeit, Zähigkeit und Zerspanbarkeit können hier Werkzeuge hergestellt werden, die hohen Belastungen, Brüchen und Rissen standhalten können und damit wird die Lebensdauer der Werkzeuge verlängert.
• Pressstempel
• Kaltstauchstempel
• Verzahnungsstempel
• Kaltschlagwerkzeuge
• Prägewerkzeuge
• Pressmatritzen
• Warmpressgesenke
• Warmpresswerkzeuge
• Werkzeughalter
• Schnittstempel
• Druckgießformen (für Leichtmetalle)
• Kunststoffformen
• Armierungen
• Leichtmetallverarbeitung
• Scherenmesser
• Mundstücke
• Verteilerapfen
• Kerne
• Schieber
1.2709 ESU Stahl
X3NiCoMoTi18-9-5 RICHTWERTE
Zusammensetzung – Chemische Analyse:
| C | Si | Mn | P | S | Cr | Mo | Ni | Ti | Co |
|---|---|---|---|---|---|---|---|---|---|
| 0,0 - 0,03 | 0,0 - 0,1 | 0,0 - 0,15 | 0,0 - 0,01 | 0,0 - 0,01 | 0,0 - 0,25 | 4,5 - 5,2 | 17,0 - 19,0 | 0,8 - 1,2 | 8,5 - 10,0 |
Chemische Bezeichnung:
X3NiCoMoTi18-9-5
Arbeitshärte:
51-56 HRC
Lieferzustand:
max. 325 HB
1.2709 ESU Stahl
X3NiCoMoTi18-9-5
PHYSIKALISCHE EIGENSCHAFTEN
Zu welcher Stahlgruppe gehört 1.2709 ESU?
• Werkzeugstahl
• Kunststoffformenstahl
• Kaltarbeitsstahl
• Warmarbeitsstahl
• Maragin Stahl
Warum ESU Material?
Elektro-Schlacke-Umschmelzen oder ESU, auch bekannt als Elektro-Fluss-Umschmelzen, ist ein Verfahren, bei dem Stahl umgeschmolzen wird und durch eine Schlacke läuft, die Schutt und Verunreinigungen aus dem Stahl entfernt. Zurück bleibt ein Stahl mit einem höheren Reinheitsgrad und einem feineren, homogenen Gefüge. Die Verringerung der Verunreinigungen im Stahl verleiht diesem eine höhere Integrität, da es weniger Schwachstellen gibt. ESU Stahl kann bessere mechanische Eigenschaften aufweisen, wie z. B. eine höhere Zugfestigkeit, Streckgrenze, Zähigkeit, Verschleißfestigkeit, bessere Oberflächenbeschaffenheit und längere Werkzeuglebensdauer.
Ist ein 1.2709 ESU Edelstahl?
Nein, der Werkzeugstahl 1.2709 ESU ist im klassischen Sinn kein Edelstahl. Um als Edelstahl eingestuft zu werden, muss der Stahl einen Mindestgehalt von 10.5% Chrom haben. Der 1.2709 ESU hat einen Massenanteil von bis zu 0,25%.
Ist 1.2709 ESU korrosionsbeständig?
Der Werkzeugstahl 1.2709 ESU erhält auf einer Skala, auf der 1 niedrig und 6 hoch ist, eine 3 für seine Korrosionsbeständigkeit.
Ist 1.2709 ESU magnetisierbar?
Ja, der 1.2709 ESU ist als martensitischer Stahl magnetisierbar und das Schleifen, Fräsen und Erodieren kann zum Beispiel auf Maschinen mit magnetischer Haftung durchgeführt werden.
1.2709 ESU Verschleißbeständigkeit
Der Werkzeugstahl 1.2709 ESU erhält auf einer Skala, auf der 1 niedrig und 6 hoch ist, eine 4 für seine Verschleißbeständigkeit.
1.2709 ESU Stahl
X3NiCoMoTi18-9-5 TECHNISCHE EIGENSCHAFTEN
Ist ein 1.2709 ESU Messerstahl?
Der 1.2709 ESU hat gute Eigenschaften, die sich zum Messermachen eignen. Er hat eine hohe Härte, Zähigkeit und Verschleißfestigkeit. Das sind Eigenschaften, die für die Schneidhaltigkeit, das Nachschärfen und die Bruchsicherheit eines Messers benötigt werden. Obwohl diese Güte eine gewisse Korrosionsbeständigkeit aufweist, kann es von Vorteil sein, eine Oberflächenbehandlung durchzuführen und das Messer regelmäßig zu reinigen, um Rostbildung zu verhindern und eine längere Lebensdauer zu garantieren.
1.2709 ESU Arbeitshärte
Die Arbeitshärte für den Werkstoff 1.2709 ESU liegt bei 51-56 HRC.
1.2709 ESU Stahldichte
Typischerweise beträgt die Dichte von 1.2709 ESU Werkzeugstahl 8,1 g/cm3 bei Raumtemperatur.
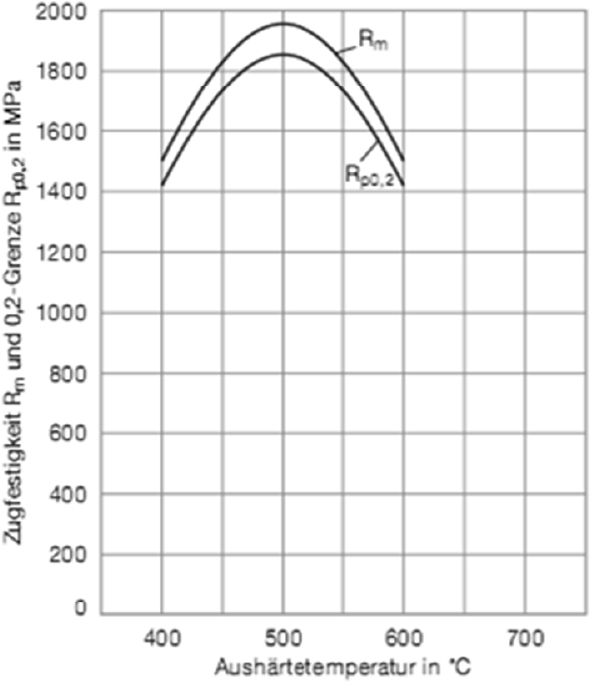
1.2709 ESU Zugfestigkeit
1.2709 ESU Zerspanbarkeit
Der Werkzeugstahl 1.2709 ESU erhält auf einer Skala, auf der 1 niedrig und 6 hoch ist, eine 4 für seine Zerspanbarkeit.
1.2709 ESU Wärmeleitfähigkeit
Die Wärmeleitfähigkeit für 1.2709 ESU liegt bei 18,4 W/(m*K) bei 23 °C.
Wärmeleitfähigkeit
Wert
Bei einer Temperatur von
18,4
23 °C
20,4
150 °C
22,7
300 °C
23,2
350 °C
23,5
400 °C
24,0
500 °C
1.2709 ESU Wärmeausdehnungskoeffizient
Die folgende Tabelle zeigt die Ausdehnung bzw. Kontraktion bei verschiedenen Temperaturen, was für Arbeiten bei hohen Temperaturen oder bei starken Temperaturschwankungen sehr wichtig sein kann.
Mittlerer Wärmeausdehnungskoeffizient
10-6m/(m*K)
Bei einer Temperatur von
10,1
20 – 100 °C
10,5
20 – 200 °C
10,9
20 – 300 °C
11,1
20 – 350 °C
11,3
20 – 400 °C
11,5
20 – 450 °C
11,8
20 – 500 °C
1.2709 ESU Spezifische Wärmekapazität
1.2709 ESU Spezifischer elektrischer Widerstand
Den spezifischen elektrischen Widerstand können Sie der folgenden Tabelle entnehmen. Die elektrische Leitfähigkeit ist der Gegenwert des spezifischen elektrischen Widerstands.
Spezifischer elektrischer Widerstand
Wert (Ohm*mm²)/m
Bei einer Temperatur von
0,42
20 °C
1.2709 ESU Elastizitätsmodul (e-Modul)
Das Spannungs- und Dehnungsmodul, bzw. das Elastizitätsmodul (Young’s modulus), für 1.2709 ESU liegt bei 200 kN/mm2.
ÜBERLEGENHEIT!

1.2709 ESU Stahl
X3NiCoMoTi18-9-5 VERFAHREN
1.2709 ESU Wärmebehandlung
Bei der Wärmebehandlung werden Werkstoffeigenschaften festgelegt. Daher sollte diese immer mit Bedacht durchgeführt werden. Es werden Eigenschaften wie Festigkeit, Zähigkeit, Oberflächenhärte und Temperaturbeständigkeit festgelegt, die wiederum die Lebensdauer von Bauteilen, Werkzeugen und Komponenten verlängern/verbessern können.
Zur Wärmebehandlung gehören das Lösungsglühen, Weichglühen, Normalisieren und Spannungsarmglühen, aber auch das Anlassen, Härten und Abschrecken oder Vergüten.
1.2709 ESU Glühen
Zum Weichglühen wird der 1.2709 ESU gleichmäßig auf eine Temperatur von 850 – 1100°C erhitzt. Im Anschluss wird das Material im Ofen abgekühlt.
1.2709 ESU Lösungsglühen
Um nach dem Schmieden oder Schweißen wieder ein homogenes Gefüge herzustellen, wird der 1.2709 ESU auf eine Temperatur von 800°C erwärmt und ca. eine Stunde gehalten. Danach wird das Material an der Luft oder einem Gasstrom abgeschreckt.
Das Lösungsglühen wird auch vor dem Auslagern angewandt.
1.2709 ESU Auslagern
Zur Steigerung der Festigkeit kann der 1.2709 ESU einem Auslagerungsverfahren, auch als Aushärten bekannt, unterzogen werden.
Um eine Festigkeit von 1720 – 1870 N/mm2 zu erzielen wird das Material gleichmäßig auf eine Temperatur von 430 °C gebracht und für 3 Stunden gehalten und anschließend an der Luft abgekühlt.
Um eine Festigkeit von 1860 – 2260 N/mm2 zu erhalten, wird das Material gleichmäßig auf eine Temperatur von 480 °C erhitzt, 3 Stunden gehalten und anschließend an der Luft abgekühlt.
1.2709 ESU Härten
Der 1.2709 ESU wird gleichmäßig auf eine Temperatur von ca. 490°C erhitzt und an der Luft abgeschreckt.
1.2709 ESU Abschrecken
• Luft
1.2709 ESU Stahl
X3NiCoMoTi18-9-5 OBERFLÄCHENBEHANDLUNG
1.2709 ESU Stahl
X3NiCoMoTi18-9-5 OBERFLÄCHEN-
BEHANDLUNG
1.2709 ESU Nitrieren
Bei diesem Verfahren wird Stickstoff in die Oberfläche des Materials diffundiert. Die daraus entstehende Nitrierschicht erhöht die Oberflächenhärte, Verschleißbeständigkeit und verbessert die Korrosionsbeständigkeit.
1.2709 ESU Plasmanitrieren
Beim Plasmanitrieren wird mit einem Plasmagas Stickstoff in die Oberfläche diffundiert. Durch eine gleichmäßigere Glimmentladung wird eine gleichbleibende Härte auch bei komplexen Teilen erreicht.
1.2709 ESU Hartverchromung
Für eine verbesserte Verschleißbeständigkeit oder Korrosionsbeständigkeit kann die Oberfläche vom 1.2709 mit einer Schicht aus hartem Chrome belegt werden.
1.2709 ESU PVD- und CVD-Verfahren
Diese Verfahren ziehen eine dünne Schicht über das Material. Die Schicht verleiht dem Material eine verbesserte Oberflächenhärte, Verschleißfestigkeit und Schmierung.
• PVD – physikalische Gasphasenabscheidung
• CVD – chemische Gasphasenabscheidung
1.2709 ESU Stahl
X3NiCoMoTi18-9-5 BEARBEITUNG
1.2709 ESU Bearbeitungsaufmaß / Maßänderungen
Maßänderungen bei Werkstoff 1.2709 ESU können sich während der Wärmebehandlung als Verzug oder Dimensionsänderungen, verursacht durch innere Spannungen, bemerkbar machen. Beim Abkühlen sollte darauf geachtet werden, das Material gleichmäßig abzukühlen, da es sich sonst verziehen kann. Um Maßänderungen zu vermeiden, sollten eine präzise Wärmebehandlung und Bearbeitung, sowie ein Spannungsabbau vorgenommen werden.
1.2709 ESU Schmieden
Um den 1.2709 ESU zu schmieden, wird das Material gleichmäßig auf eine Temperatur von 850 – 1100°C erhitzt. Nach dem Schmieden wird das Material im Ofen abgekühlt.
1.2709 ESU Stahl
X3NiCoMoTi18-9-5
ANWENDUNGSMÖGLICHKEITEN
1.2709 ESU Stahl
X3NiCoMoTi18-9-5
ANWENDUNGS-
MÖGLICHKEITEN
Werkzeugstahl 1.2709 ESU wird in vielen verschiedenen Industrien für verschiedene Anwendungen eingesetzt. Hier ein paar Beispiele, wo der 1.2709 ESU eingesetzt werden kann.
Im Formenbau wird er für Spritzgießwerkzeuge eingesetzt, die bei der Herstellung von Spritzgussteilen benötigt werden. In der Autoindustrie und der Luft- und Raumfahrt kommt dieser Werkstoff zum Umformen von Blechen oder Schneiden von anderen Materialien zum Einsatz. Durch seine hohe Verschleißfestigkeit wird er allgemein im Maschinenbau gerne eingesetzt, um Werkzeuge herzustellen. Durch seine hohe Verschleißfestigkeit, Zähigkeit und Zerspanbarkeit können hier Werkzeuge hergestellt werden, die hohen Belastungen, Brüchen und Rissen standhalten können und damit wird die Lebensdauer der Werkzeuge verlängert.
Konkrete Anwendungsbeispiele
• Pressstempel
• Kaltstauchstempel
• Verzahnungsstempel
• Kaltschlagwerkzeuge
• Prägewerkzeuge
• Pressmatritzen
• Warmpressgesenke
• Warmpresswerkzeuge
• Werkzeughalter
• Schnittstempel
• Druckgießformen (für Leichtmetalle)
• Kunststoffformen
• Armierungen
• Leichtmetallverarbeitung
• Scherenmesser
• Mundstücke
• Verteilerapfen
• Kerne
• Schieber


















