
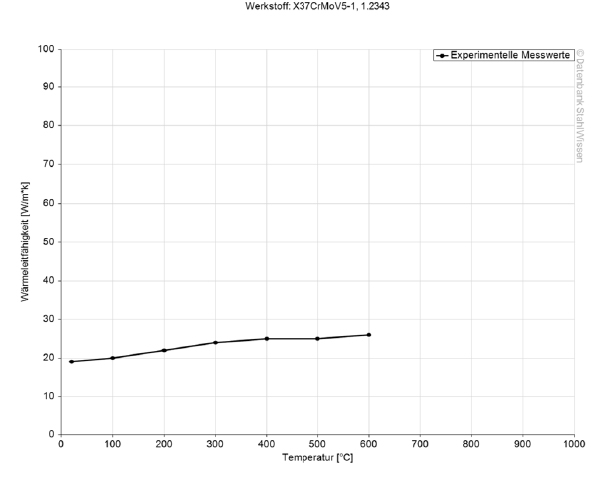
1.2343 Wärmeleitfähigkeit
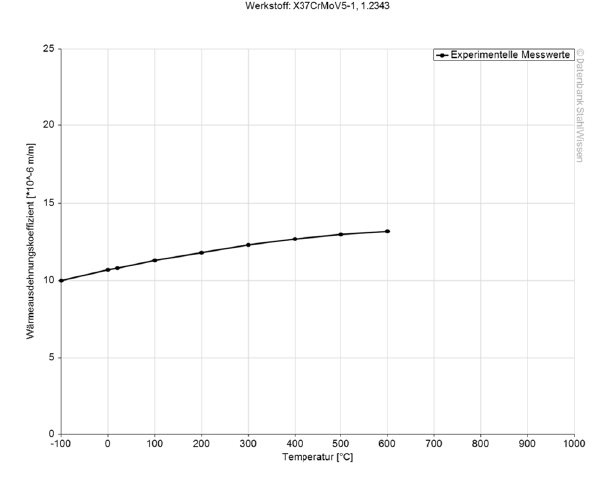
1.2343 Wärmeausdehnungskoeffizient
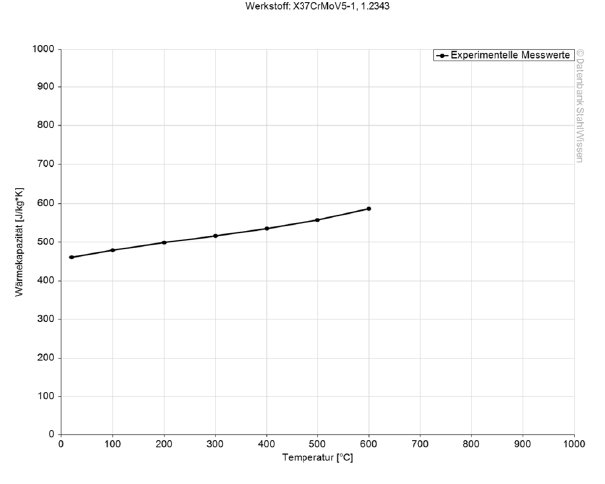
1.2343 Spezifische Wärmekapazität

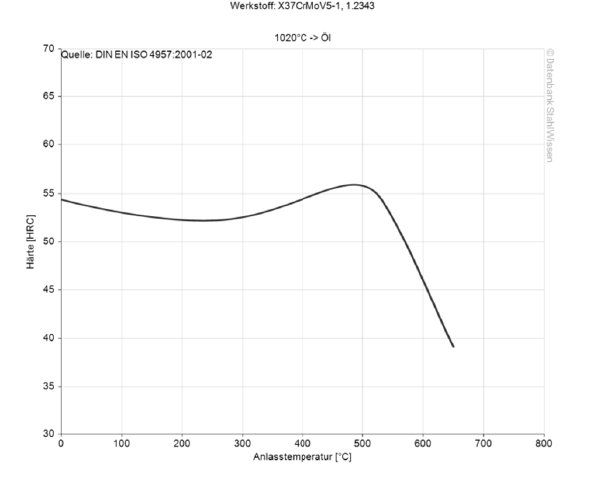
1.2343 Anlassen
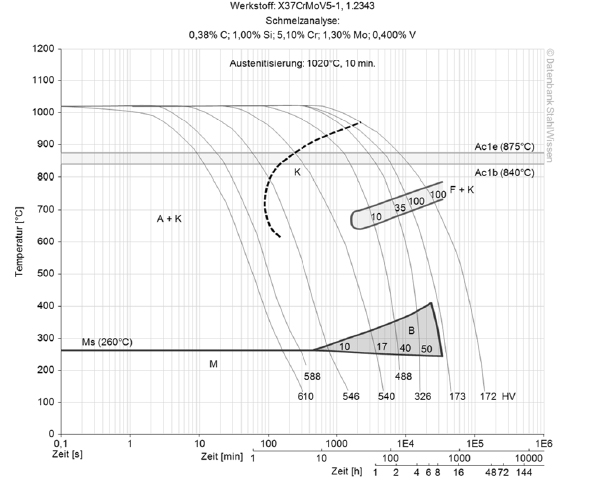
1.2343 Kontinuierliches ZTU-Diagramm
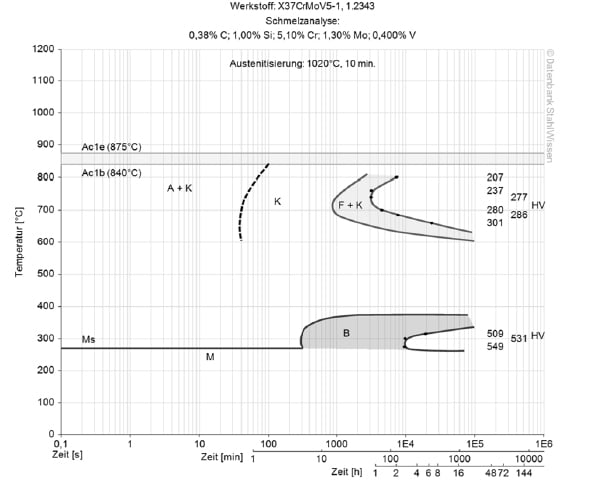
1.2343 Isothermisches ZTU-Diagramm