



1.2085 / 1.2099 – AUF EINEN BLICK
Was für ein Stahl ist 1.2085 / 1.2099?
Als martensitischer Stahl ist der Werkstoff 1.2085 / 1.2099 (X33CrS16 / ~X5CrS12) magnetisierbar und hat eine gute Korrosionsbeständigkeit, auch bei Feuchtigkeit und der Verarbeitung aggressiver Kunststoffe. Der korrosionsbeständige Werkzeugstahl 1.2085 / 1.2099 wird im vergüteten Zustand geliefert, hat eine gute Bearbeitbarkeit und eine hohe Festigkeit, ohne, dass eine weitere Wärmebehandlung erforderlich ist. Diese Stahlgüte kann eingesetzt werden, wenn eine gute Bearbeitbarkeit bei gleichzeitiger Korrosionsbeständigkeit im Vordergrund steht. Der 1.2085 / 1.2099 hat eine gute Zähigkeit und Verformbarkeit sowie eine gute Maßhaltigkeit.
Eigenschaften
Werkzeugstahl 1.2085 / 1.2099 ist eine gute Wahl für Kunststoffformen und bietet eine großartige Kombination aus Korrosionsbeständigkeit, Verschleißfestigkeit, Maßhaltigkeit und Zerspanbarkeit. Er verfügt über ein ausgewogenes Verhältnis von Zähigkeit und Härte und ist in der Lage, mechanischen Beanspruchungen standzuhalten.
• Kunststoffformenstahl
• Korrosionsbeständig
• Vergütet
• Widerstandsfähig gegen aggressive Kunststoffe
• Widerstandsfähig gegen feuchte, klimatische Umgebungen
• Magnetisierbar
• Gute Zerspanbarkeit
• Durch den Zusatz von Schwefel ist der 1.2085 besser zerspanbar als der 1.2316
• Der 1.2085 wird für Einsatzzwecke im vergütetem Lieferzustand (ca. 33 HRC) angeboten
• Eine weitere Härtebehandlung ist für beide Werkstoffe nicht vorgesehen
Anwendungsmöglichkeiten
Zu den Anwendungen für diesen korrosionsbeständigen Werkzeugstahl gehören: Hohlkörperformen, Verpackungen, Messgeräte, optische Instrumente und die Elektronikindustrie. Aufgrund seiner besseren Korrosionsbeständigkeit ist der Wartungsaufwand für Gussformen geringer. Der 1.2085 / 1.2099 kann für Maschinenteile oder medizinische Geräte verwendet werden, die einem hohen Verschleiß ausgesetzt sind oder eine regelmäßige Reinigung oder Wartung erfordern würden.
• Maschinenbau allgemein
• Apparatebau
• Kunststoffverarbeitung
• Spritzgießwerkzeuge
• Grundplatten
• Aufbauteile
• Formrahmen
• Kunststoffformen
• Extrusionswerkzeuge
• Ventile
• Dampfventile
• Wasserventile
• Armaturenteile
• Pumpenbau
• Pumpenstangen
• Verdichterbau
• Kompressorenteile
• Chirurgische Instrumente
1.2085 / 1.2099 Stahl
X33CrS16 / ~X5CrS12 RICHTWERTE
Zusammensetzung – Chemische Analyse:
| C | Si | Mn | P | S | Cr | Ni |
|---|---|---|---|---|---|---|
| 0,28 - 0,38 | 0,0 - 1,0 | 0,0 - 1,4 | 0,0 - 0,03 | 0,05 - 0,1 | 15,0 - 17,0 | 0,0 - 1,0 |
Chemische Bezeichnung:
X33CrS16 / ~X5CrS12
Arbeitshärte:
ca. 33 HRC (Lieferzustand) bis 48 HRC
Lieferzustand:
max. 330 HB
1.2085 / 1.2099 Stahl
X33CrS16 / ~X5CrS12
PHYSIKALISCHE EIGENSCHAFTEN
Zu welchen Stahlgruppen gehört 1.2085 / 1.2099?
Ist der 1.2085 / 1.2099 ein Edelstahl?
Um als Edelstahl eingestuft zu werden, muss der Stahl einen Massenanteil von mindestens 10,5 % Chrom aufweisen. Mit einem Legierungsanteil von 12,5 – 17 % Chrom kann der 1.2085, sowie der 1.2099, als Edelstahl eingestuft werden.
Ist Werkzeugstahl 1.2085 / 1.2099 korrosionsbeständig?
Mit einem Massenanteil von 15 – 17 % Chrom beim 1.2085 und 12,5 % Chrom beim 1.2099 sind sie korrosionsbeständige Stähle.
Wie ist die allgemeine Korrosionsbeständigkeit von 1.2085 / 1.2099?
Im Allgemeinen weisen diese Stahlsorten eine gute Korrosionsbeständigkeit in säurehaltigen Umgebungen auf; regelmäßige Wartung und Reinigung können die Lebensdauer dieser Materialsorten optimieren. Das Behandeln oder Polieren der Oberfläche auf Hochglanz kann die Anhaftung und die weitere Ausbreitung von Rost verhindern. Obwohl dies nicht üblich ist, kann die Wärmebehandlung oder das Schweißen dieser Werkstoffgüten ihre Korrosionsbeständigkeit beeinträchtigen.
Ist 1.2085 / 1.2099 Werkzeugstahl magnetisierbar?
Ja, der Werkzeugstahl 1.2085 / 1.2099 ist als martensitischer Stahl magnetisierbar und eignet sich für die Magnetspanntechnik.
Kann 1.2085 / 1.2099 warm bearbeitet werden?
Warmarbeiten sollten in den empfohlenen Temperaturbereichen durchgeführt werden, um Schäden und Überhitzung zu vermeiden. Um innere Spannungen zu beseitigen, kann ein Spannungsarmglühen erforderlich sein.
Kann 1.2085 / 1.2099 kalt bearbeitet werden?
Aufgrund des vergüteten Zustands kann die Kaltbearbeitung dieses Materials eine Herausforderung darstellen und Spannungen erzeugen, die zu Rissen und erhöhtem Werkzeugverschleiß führen können.
Ist 1.2085 / 1.2099 verschleißbeständig?
Der 1.2085 erhält auf einer Skala, auf der 1 niedrig und 6 hoch ist, eine 3 und der 1.2099 eine 2 für seine Verschleißbeständigkeit.
1.2085 / 1.2099 Stahl
X33CrS16 / ~X5CrS12 TECHNISCHE EIGENSCHAFTEN
Ist Werkzeugstahl 1.2085 / 1.2099 ein Messerstahl?
Der 1.2085 / 1.2099 wird normalerweise nicht als Messerstahl eingestuft. Ein guter Messerstahl hat eine gute Balance von Korrosionsbeständigkeit, Schneidhaltigkeit, Ausbruchsicherheit und ist leicht zu schärfen. Obwohl der Stahl einige dieser Eigenschaften aufweist, sind andere, wie z. B. die Schneidhaltigkeit, zu gering, um ein gutes Qualitätsmesser herzustellen. Die meisten Messer benötigen ca. 56 – 60 HRC, um eine gute Schärfe und die erforderliche Zähigkeit zu erhalten.
1.2085 / 1.2099 Arbeitshärte
Die Arbeitshärte für den 1.2085 beträgt ca. 33 (bei Auslieferung) – 48 HRC und für den 1.2099 Werkzeugstahl ca. 33 HRC (Richtwert des Lieferzustands).
1.2085 / 1.2099 Stahldichte
Die Dichte des Werkzeugstahls 1.2085 beträgt bei Zimmertemperatur normalerweise 7,85 g/cm3 und für den Werkzeugstahl 1.2099 normalerweise 7,71 g/cm3.
1.2085 / 1.2099 Zerspanbarkeit
Durch den Zusatz von Schwefel hat diese Stahlgüte eine gute Zerspanbarkeit. Als vergüteter Werkstoff kann der 1.2085 / 1.2099 durch Fräsen, Bohren und Drehen bearbeitet werden. Um Werkzeugverschleiß zu vermeiden, sollten die Schneidwerkzeuge gut gepflegt und scharf gehalten werden. Zur Verringerung der Reibung und des Verschleißes des Werkzeugs, sowie zur Verringerung der Wärmeentwicklung zwischen Werkzeug und Werkstück sollten Schneidflüssigkeiten verwendet werden.
Nach der Bearbeitung des Stahls müssen die Werkstücke möglicherweise spannungsarmgeglüht werden, was im vergütetem Zustand weniger problematisch ist, sich aber dennoch auf die Maßhaltigkeit von Präzisionsbauteilen auswirken kann.
Auf einer Skala, auf der 1 niedrig und 6 hoch ist, erhält der 1.2085 eine 5 und der 1.2099 eine 6 für seine Zerspanbarkeit.
1.2085 / 1.2099 Zugfestigkeit
Der 1.2085 / 1.2099 hat bei Auslieferung eine Zugfestigkeit von ca. 1125 N/mm2. Um diesen Wert zu erreichen, wird ein Zugversuch durchgeführt, der zeigt, wie viel Kraft erforderlich ist, um eine Probe zu strecken oder zu dehnen, bevor sie bricht.
1.2085 / 1.2099 Wärmeleitfähigkeit
Die Wärmeleitfähigkeit für Werkstoff 1.2085 bei einer Temperatur von 20 °C liegt bei 23,4 W/(m*K) und für den Werkstoff 1.2099 bei 23,9 W/(m*K).
1.2085 / 1.2099 Wärmeausdehnungskoeffizient
Die folgende Tabelle zeigt die Ausdehnung bzw. Kontraktion bei verschiedenen Temperaturen, was für Arbeiten bei hohen Temperaturen oder bei starken Temperaturschwankungen sehr wichtig sein kann.
Mittlerer Wärmeausdehnungskoeffizient
Wert 10-6m/(m*K)
Bei einer Temperatur von
10,25
20 – 100 °C
10,72
20 – 200 °C
11,14
20 – 300 °C
11,58
20 – 400 °C
12,02
20 – 500 °C
1.2085 / 1.2099 Spezifische Wärmekapazität
Die spezifische Wärmekapazität liegt bei 0,46 J/g*K bei Raumtemperatur. Dieser Wert zeigt an, wieviel Wärme benötigt wird, um eine bestimmte Materialmenge um 1 Kelvin zu erwärmen.
1.2085 / 1.2099 Elastizitätsmodul (e-Modul)
Das Spannungs- und Dehnungsmodul, oder das Elastizitätsmodul (Youngscher Modul, für Werkzeugstahl 1.2085 liegt bei 215 kN/mm2 und für den Werkstoff 1.2099 bei 200 kN/mm2.
ABRAMS®– HERZBLUT IN STAHL!

1.2085 / 1.2099 Stahl
X33CrS16 / ~X5CrS12 VERFAHREN
1.2085 / 1.2099 Glühen
Erhitzen Sie den Werkstoff 1.2085 / 1.2099 gleichmäßig auf 850 – 880 °C und halten Sie ihn 2 bis 5 Stunden lang, dann kühlen Sie das Material langsam im Ofen auf eine Temperatur von 500 °C ab, danach kann das Material an der Luft, in Asche oder Isoliermaterial weiter abgekühlt werden.
1.2085 / 1.2099 Spannungsarmglühen
Um Oberflächen- und/oder Eigenspannungen bei der Bearbeitung zu beseitigen, erhitzen Sie das Werkstück auf 450 °C , halten es ca. 4 Stunden und kühlen es dann langsam im Ofen ab. Bei einer höheren Temperatur neigt der 1.2085 / 1.2099 zum Zundern.
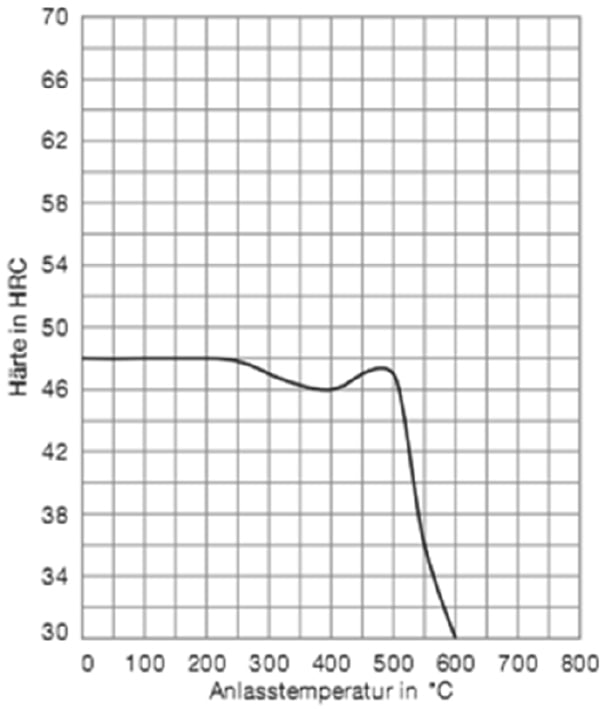
1.2085 / 1.2099 Anlassen
Um die Sprödigkeit des Phasenwechsels nach dem Abschrecken zu verringern, aber die erreichte Härte beizubehalten, erhitzen Sie den 1.2085 / 1.2099 langsam auf eine Anlasstemperatur von 200 – 300 °C und halten Sie ihn für 2 Stunden pro 20 mm Dicke. Doppeltes Anlassen wird empfohlen. Dieser Prozess wird mit einem langsamen Abkühlen im Ofen beendet.
1.2085 / 1.2099 Wärmebehandlung
Da der Werkstoff 1.2085 / 1.2099 im Allgemeinen im vergüteten Zustand geliefert wird, ist eine weitere Wärmebehandlung nicht erforderlich. Die folgenden Verfahren können angewandt werden, wenn eine höhere Härte erforderlich ist.
1.2085 / 1.2099 Härten
Erhitzen Sie den Werkzeugstahl gleichmäßig auf 1000 – 1030 °C und halten Sie ihn 30 Minuten lang auf dieser Temperatur. Um Entkohlung und Oxidation zu verhindern, sollte das Material während des Härteprozesses geschützt werden. Dann werden die Werkstücke in Öl abgeschreckt.
1.2085 / 1.2099 Abschrecken
Das Abschrecken dieses Materials wandelt Austenit in Martensit um, eine harte und spröde Phase.
• Öl
• Komprimiertes Gas (N2)
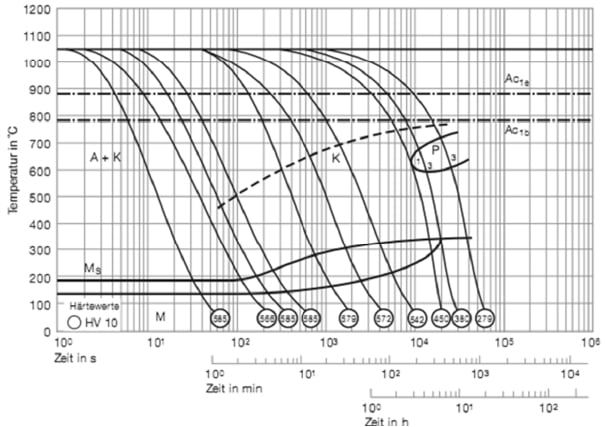
1.2085 / 1.2099 Kontinuierliches ZTU-Diagramm
Dieses Diagramm zeigt Mikro-Veränderungen im Laufe der Zeit bei verschiedenen Temperaturen an. Diese sind bei der Wärmebehandlung wichtig, da sie Aufschluss über die optimalen Bedingungen für Prozesse wie Härten, Glühen und Normalisieren geben.
1.2085 / 1.2099 Stahl
X33CrS16 / ~X5CrS12 OBERFLÄCHENBEHANDLUNG
1.2085 / 1.2099 Stahl
X33CrS16 / ~X5CrS12 OBERFLÄCHEN-
BEHANDLUNG
Jede Oberflächenbehandlung hat ihre eigenen Vorteile und sollte unter Berücksichtigung der benötigten Eigenschaften, des gewünschten Finish und/oder der Umgebung, in der das Werkstück eingesetzt werden soll, ausgewählt werden.
Hier sind einige Beispiele zur Oberflächenbehandlung:
1.2085 / 1.2099 Nitrieren
Beim Nitrieren wird Stickstoff in die Oberfläche des Werkstoffs eingebracht, was die Härte und Verschleißfestigkeit des 1.2085 / 1.2099 erhöht.
1.2085 / 1.2099 Brünieren
Durch das Brünieren von Werkstoff 1.2085 / 1.2099 erhalten Werkzeuge und Werkstücke eine schwarze Mischoxidschicht, die ihnen einen gewissen Korrosionsschutz verleiht.
Das Brünieren wird aber meist aus ästhetischen Gründen vorgenommen. Es verleiht den Teilen eine blauschwarze Färbung, die die Lichtreflexion auf der Oberfläche verringert.
1.2085 / 1.2099 PVD- and CVD-Verfahren
Bei beiden Verfahren wird eine dünne Schutzschicht auf die Oberfläche des Materials aufgebracht, die die Härte erhöht, die Reibung verringert und die Verschleißfestigkeit verbessert.
• PVD – physikalische Gasphasenabscheidung
• CVD – chemische Gasphasenabscheidung
1.2085 / 1.2099 Passivieren
Bei der Passivierung wird freies Eisen von der Oberfläche entfernt, indem die Oberfläche mit einer Säurelösung, wie Zitronen- oder Salpetersäure, behandelt wird. Durch das Passivieren entsteht eine schützende Oxidschicht, die die Korrosionsbeständigkeit dieses Werkstoffes erhöht.
1.2085 / 1.2099 Beschichten
Eine Beschichtung, wie Hartverchromung oder chemisches Vernickeln, kann die Verschleißfestigkeit und Korrosionsbeständigkeit erhöhen und kann auch für dekorative Zwecke verwendet werden.
1.2085 / 1.2099 Stahl
X33CrS16 / ~X5CrS12 BEARBEITUNG
1.2085 / 1.2099 Erodieren
Als vorvergüteter Werkstoff kann 1.2085 / 1.2099 durch Erodieren bearbeitet werden. Durch das Erodieren können komplexe und präzise Formen herausgearbeitet werden, was bei herkömmlicher Bearbeitung schwieriger sein könnte. Nach dem Erodieren kann ein Polieren oder eine Wärmebehandlung erforderlich sein, um eingebrachte Spannungen zu beseitigen oder Oberflächeneigenschaften wiederherzustellen.
1.2085 / 1.2099 Maßänderungen
Eine intensive Wärmebehandlung kann zu Verformungen oder Maßänderungen führen.
1.2085 / 1.2099 Tiefkühlbehandlung
Nach dem Abschrecken können einige Austenite zurückbleiben. Diese Restaustenite können durch eine Tieftemperaturbehandlung in Martensit umgewandelt werden. Nach der Behandlung des Stahls bei diesen niedrigen Temperaturen muss das Material angelassen werden, damit es wieder ein gutes Eigenschaftsgleichgewicht erhält.
Die Tiefkühlbehandlung kann sich positiv auf die Verschleißfestigkeit, die Maßhaltigkeit, die Härte und die Zähigkeit des 1.2085 / 1.2099 auswirken.
1.2085 / 1.2099 Schweißen
Erhitzen Sie die Werkstücke gleichmäßig auf einen Temperaturbereich von 1050 – 850 °C. Nach dem Schweißen kühlen Sie die Werkstücke langsam ab.
1.2085 / 1.2099 Stahl
X33CrS16 / ~X5CrS12
ANWENDUNGSMÖGLICHKEITEN
1.2085 / 1.2099 Stahl
X33CrS16 / ~X5CrS12
ANWENDUNGS-
MÖGLICHKEITEN
Zu den Anwendungen für diesen korrosionsbeständigen Werkzeugstahl gehören: Hohlkörperformen, Verpackungen, Messgeräte, optische Instrumente und die Elektronikindustrie. Aufgrund seiner besseren Korrosionsbeständigkeit ist der Wartungsaufwand für Gussformen geringer. Der 1.2085 / 1.2099 kann für Maschinenteile oder medizinische Geräte verwendet werden, die einem hohen Verschleiß ausgesetzt sind oder eine regelmäßige Reinigung oder Wartung erfordern würden.
Konktrete Anwendungsbeispiele
• Maschinenbau allgemein
• Apparatebau
• Kunststoffverarbeitung
• Spritzgießwerkzeuge
• Grundplatten
• Aufbauteile
• Formrahmen
• Kunststoffformen
• Extrusionswerkzeuge
• Ventile
• Dampfventile
• Wasserventile
• Armaturenteile
• Pumpenbau
• Pumpenstangen
• Verdichterbau
• Kompressorenteile
• Chirurgische Instrumente


















