



1.2344 ESU – AUF EINEN BLICK
Was für ein Stahl ist 1.2344 ESU?
Der 1.2344 ESU ist ein Warmarbeitsstahl, er kann wassergekühlt, in Öl oder an der Luft gehärtet werden und weist eine gute Zähigkeit auf. 1.2344 ESU ist ein Werkzeugstahl mit 5 % Chrom, der durch das Elektroschlacke Umschmelzverfahren eine bessere Reinheit und ein homogenes Gefüge hat. Er ist vielseitig genug, um für eine breite Palette von Warm- und Kaltarbeiten angewendet zu werden. Der Zusatz von Vanadium erhöht die Verschleißfestigkeit und verleiht ihm hervorragende Eigenschaften bei erhöhten Temperaturen.
X40CrMoV5-1 ESU wird wegen seiner außergewöhnlichen Zähigkeit häufig für Kaltarbeitswerkzeuge verwendet, auch wenn es die Verschleißfestigkeit etwas verringert. Neben seiner hohen Warmverschleißfestigkeit und Beständigkeit gegen thermische Risse verfügt er auch über eine gute Polierbarkeit und eignet sich für Linsen- und Besteckformen.
Eigenschaften
Der 1.2344 ESU hat einige Vor- und Nachteile. Obwohl er eine gewisse Korrosionsbeständigkeit aufweist, sollte er gut gepflegt werden, um Rost zu vermeiden. Die Tatsache, dass der 1.2344 ESU die Schärfe an der Schnittkante nicht halten kann, auch wenn es seine Härte möglich macht ihn leicht nachzuschärfen, macht ihn folglich nicht zu einer idealen Wahl, um daraus Messer zu fertigen.
Obwohl dieser Stahl besser für die Warmarbeit geeignet ist, kann er auch kalt bearbeitet werden. Der 1.2344 ESU hat eine hohe Temperaturstabilität, eine gute Beständigkeit gegen thermische Ermüdung, gute Zähigkeit und Verschleißfestigkeit.
• Gute Warmfestigkeit
• Hoher Warmverschleißwiderstand
• Hohe Temperaturwechselbeständigkeit
• Sehr gute Zähigkeit
• Erodierbar
• Nitrierbar
• Wasserkühlbar
• Brandrissunempfindlich
Anwendungsmöglichkeiten
Werkzeugstahl 1.2344 ESU hat eine Vielzahl guter Eigenschaften, die diesen Werkzeugstahl nicht nur zu einer guten Wahl für hohe Temperaturen machen, sondern, in Kombination mit seiner Beständigkeit gegen thermische Ermüdung und Verschleiß, auch für Guss- und Extrusionswerkzeuge sowie für Matrizen, Warmscherenmesser und Stanzwerkzeuge, um nur einige zu nennen. Mit seiner guten Beständigkeit gegen thermische Ermüdung, Erosion und Verschleiß ist er ideal für Kunststoffformen.
Konkrete Anwendungsbeispiele:
• Schmiedewerkzeuge
• Schmiedegesenke
• Warmscherenmesser
• Warmfließpresswerkzeuge
• Strangpresswerkzeuge
• Formteilpressgesenke
• Blockaufnehmer
• Druckgießwerkzeuge
• Leichtmetalldruckguss
• Pressdorne
• Pressmatrizen
• Lochdorne
• Schraubenerzeugung
• Nietenerzeugung
• Bolzenerzeugung
• Auswerfer
• Kunststoffformen
1.2344 ESU Stahl
X40CrMoV5-1 RICHTWERTE
Zusammensetzung – Chemische Analyse:
| C | Si | Mn | P | S | Cr | Mo | V |
|---|---|---|---|---|---|---|---|
| 0,35 - 0,42 | 0,8 - 1,2 | 0,25 - 0,5 | 0,0 - 0,03 | 0,0 - 0,02 | 4,8 - 5,5 | 1,2 - 1,5 | 0,85 - 1,15 |
Chemische Bezeichnung:
X40CrMoV5-1
Arbeitshärte:
50-56 HRC
Lieferzustand:
max. 229 HB
1.2344 ESU Stahl
X40CrMoV5-1
PHYSIKALISCHE EIGENSCHAFTEN
Zu welcher Stahlgruppe gehört 1.2344 ESU?
• Werkzeugstahl
• Kunststoffformenstahl
• Warmarbeitsstahl
Warum ESU Material?
Elektro-Schlacke-Umschmelzen oder ESU, auch bekannt als Elektro-Fluss-Umschmelzen, ist ein Verfahren, bei dem Stahl umgeschmolzen wird und durch eine Schlacke läuft, die Schutt und Verunreinigungen aus dem Stahl entfernt. Zurück bleibt ein Stahl mit einem höheren Reinheitsgrad und einem feineren, homogenen Gefüge. Die Verringerung der Verunreinigungen im Stahl verleiht diesem eine höhere Integrität, da es weniger Schwachstellen gibt. ESU Stahl kann bessere mechanische Eigenschaften aufweisen, wie z. B. eine höhere Zugfestigkeit, Streckgrenze, Zähigkeit, Verschleißfestigkeit, bessere Oberflächenbeschaffenheit und längere Werkzeuglebensdauer.
Speziell für den 1.2344 ESU, einen bereits korrosionsbeständigen Stahl, verbessert das ESU-Verfahren die Korrosionsbeständigkeit noch einmal durch die Reduzierung von Einschlüssen und anderen Verunreinigungen.
Ist der 1.2344 ESU ein Edelstahl?
Obwohl der 1.2344 ESU einen Massenanteil von 4,8 – 5,5 % an Chrom enthält, ist er im klassischen Sinn kein Edelstahl. Edelstahl enthält einen Mindestanteil von 10,5 % Chrom.
Der 1.2344 ESU bietet eine gewisse Korrosionsbeständigkeit. Ist die Korrosionsbeständigkeit jedoch eine Hauptanforderung, empfiehlt es sich, eine Edelstahlsorte zu wählen oder eine Schutzbeschichtung aufzubringen.
Ist der 1.2344 ESU Stahl magnetisierbar?
Ja, als eisenhaltiges Metall kann der 1.2344 ESU magnetisiert werden. Schleifen, Fräsen und Erodieren können zum Beispiel auf Maschinen mit magnetischer Haftung durchgeführt werden.
1.2344 ESU Warmarbeit
Warmarbeitsstahl, wie der 1.2344 ESU, kann kontinuierlich hohen Temperaturen ausgesetzt werden. Er hat eine hohe Festigkeit, Härte, thermische Stabilität, Zähigkeit und Verschleißfestigkeit für eine längere Lebensdauer.
1.2344 ESU Kaltarbeit
Die Kaltbearbeitung von 1.2344 ESU ist im geglühten Zustand einfacher. Wärmebehandelt ist er aufgrund seiner Härte eine Herausforderung, und die Werkstücke können sich verfestigen, was wiederum zu Bruch und Verschleiß führen kann. Um eingebrachte Spannungen abzubauen und den Stücken ihre endgültigen Eigenschaften zu verleihen, sollten sie anschließend wärmebehandelt werden.
1.2344 ESU Verschleißbeständigkeit
Der 1.2344 ESU erhält auf einer Skala, auf der 1 niedrig und 6 hoch ist, eine 3 für seine Verschleißbeständigkeit.
1.2344 ESU Stahl
X40CrMoV5-1 TECHNISCHE EIGENSCHAFTEN
1.2344 ESU Arbeitshärte
Die Arbeitshärte für die Güte 1.2344 ESU liegt bei 50 – 56 HRC.
1.2344 ESU Stahldichte
Die Dichte von Werkzeugstahl 1.2344 ESU liegt bei einer Temperatur von ~20 °C bei einem Wert von ca. 7,74 g/cm³.
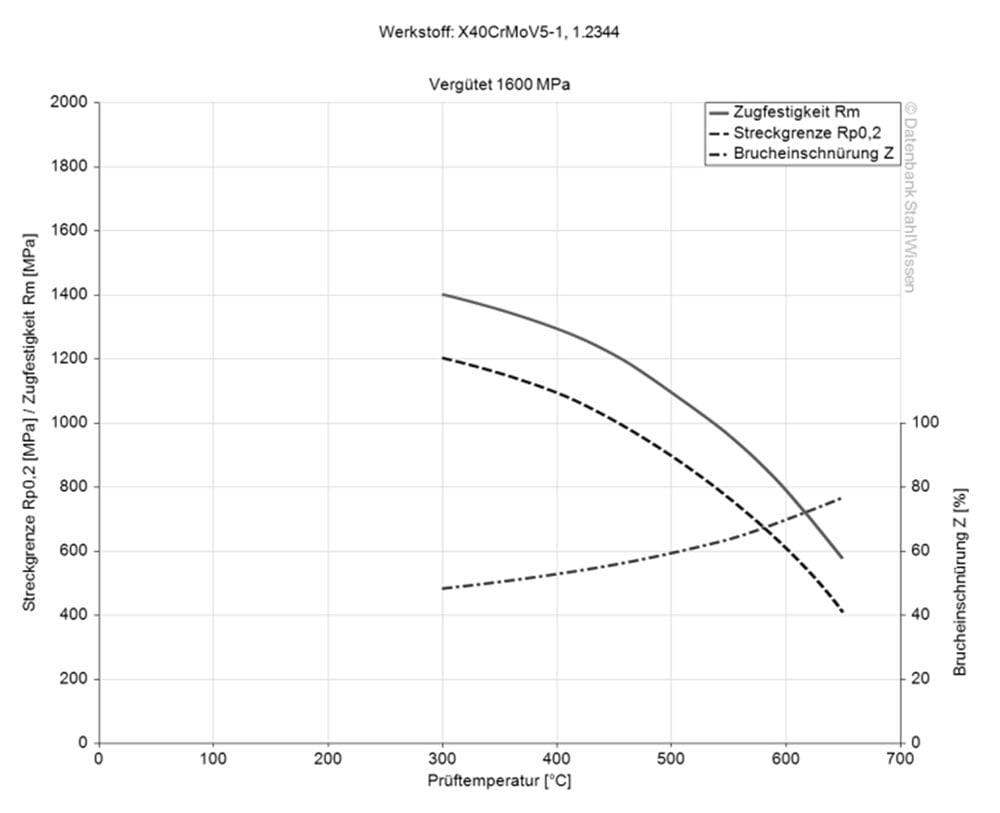
1.2344 ESU Zugfestigkeit
Der Werkstoff 1.2344 ESU hat eine Zugfestigkeit von ca. 770 N/mm2 im Lieferzustand. Um diesen Wert zu ermitteln wird eine Materialprobe einem Zugversuch ausgesetzt und ermittelt wieviel Kraft benötigt wird, um die Probe zu strecken oder zu dehnen bevor sie bricht.
1.2344 ESU Streckgrenze
Die Streckgrenze gibt an, wieviel Belastung ein Material aushalten kann, bevor es sich unwiderruflich verformt. Vor diesem Punkt wird das Material bei Entlastung wieder in die eigentliche Form zurückkehren. Nach diesem Punkt bleibt das Material verformt oder bricht sogar. Die Streckgrenze für den Werkzeugstahl 1.2344 ESU liegt bei ca. 1650 N/mm2.
1.2344 ESU Zerspanbarkeit
Der 1.2344 ESU erhält auf einer Skala, auf der 1 niedrig und 6 hoch ist, für seine Zerspanbarkeit eine 4.
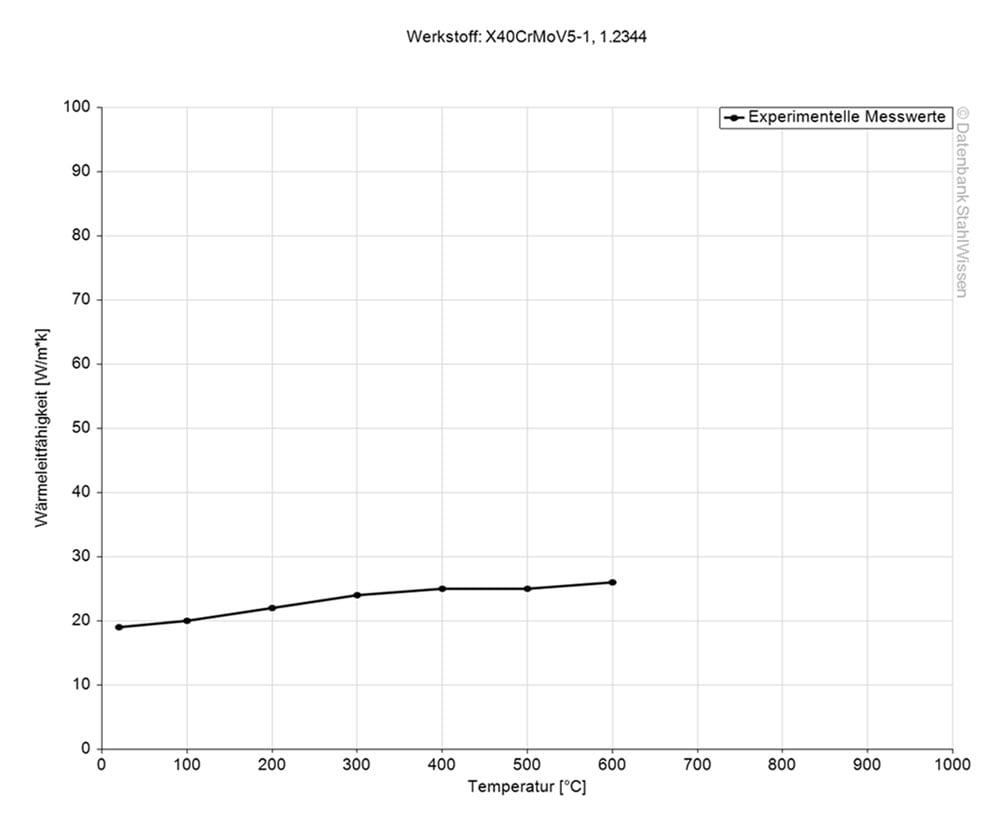
1.2344 ESU Wärmeleitfähigkeit
Die folgende Tabelle zeigt die Wärmeleitfähigkeit von Werkstoff 1.2344 ESU im geglühten und gehärteten Zustand.
Wärmeleitfähigkeitstabelle
Wert, geglüht W/(m*K)
Wert, gehärtet W/(m*K)
Temperatur
27,2
25,5
20 °C
30,5
27,6
350 °C
33,4
30,3
700 °C
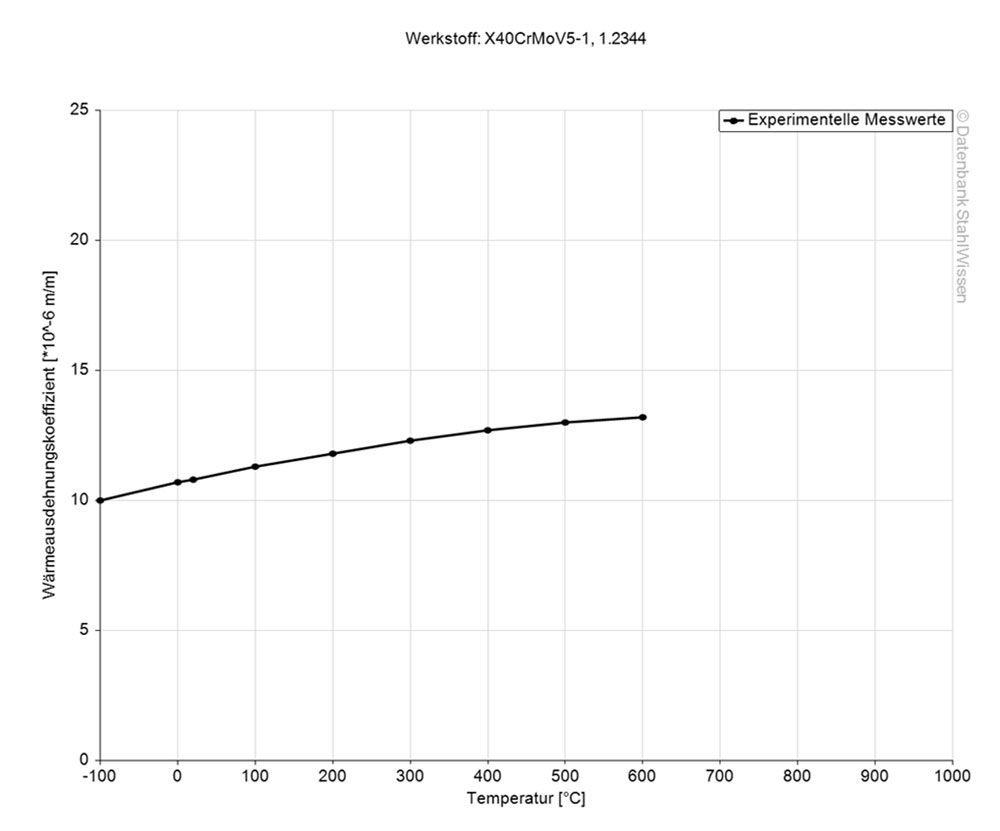
1.2344 ESU Wärmeausdehnungskoeffizient
In diesem Diagramm wird angezeigt, wieviel sich der Werkstoff 1.2344 ESU bei Temperaturänderungen ausdehnt oder zusammenzieht. Diese Angaben können wichtig sein, wenn Werkzeuge hohen oder schwankenden Temperaturen ausgesetzt sind.
Mittlerer Wärmeausdehnungskoeffizient
Wert 10-6m/(m*K)
Bei einer Temperatur von
10,9
20 – 100 °C
11,9
20 – 200 °C
12,3
20 – 300 °C
12,7
20 – 400 °C
13,0
20 – 500 °C
13,3
20 – 600 °C
13,5
20 – 700 °C
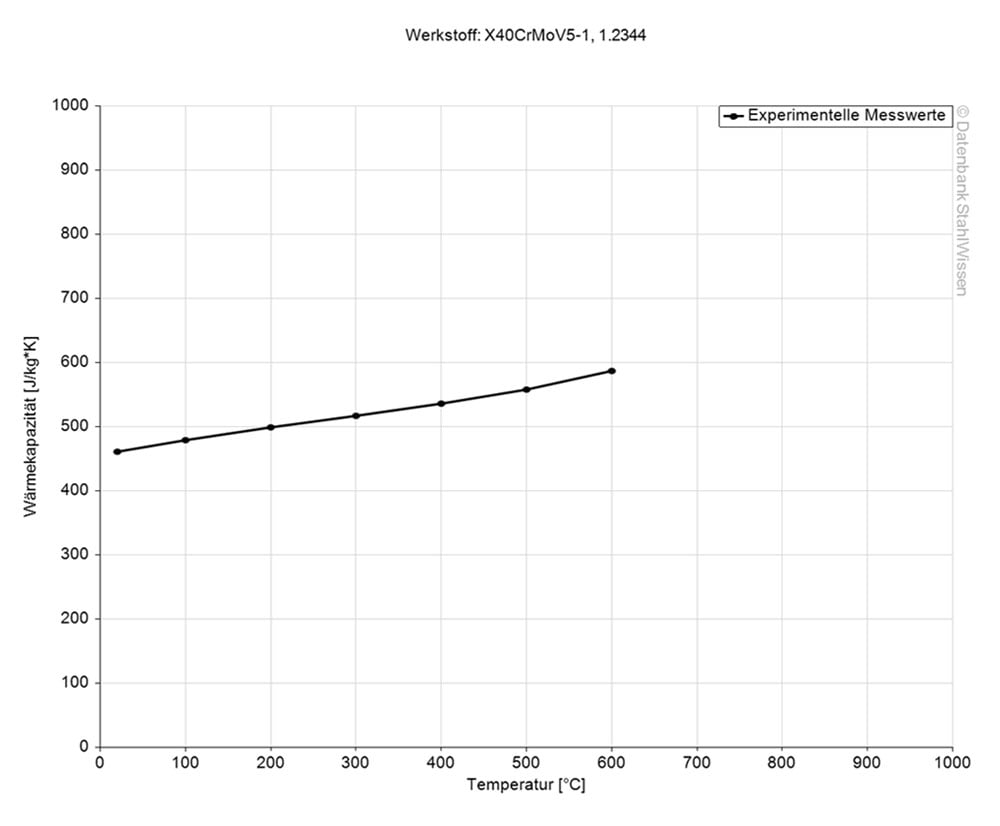
1.2344 ESU Spezifische Wärmekapazität
Die spezifische Wärmekapazität von 1.2344 ESU liegt bei 0,46 J/kg*K bei Raumtemperatur.
Die spezifische Wärmekapazität ist eine physikalische Eigenschaft von 1.2344 ESU und zeigt an, wieviel Wärme benötigt wird, um eine bestimmte Materialmenge um 1 Kelvin zu erwärmen.
1.2344 ESU Spezifischer elektrischer Widerstand
Die temperaturabhängige Materialkonstante (spezifischer elektrischer Widerstand) können Sie der folgenden Tabelle entnehmen. Die elektrische Leitfähigkeit ist der Kehrwert des spezifischen elektrischen Widerstands.
Spezifischer elektrischer Widerstand
Wert (Ohm*mm2)/m
Bei einer Temperatur von
~ 0,543
~ 20 °C
~ 0,638
~ 100 °C
~ 0,705
~ 200 °C
~ 0,782
~ 300 °C
~ 0,868
~ 400 °C
~ 0,96
~ 500 °C
~ 1,06
~ 600 °C
1.2344 ESU Elastizitätsmodul (e-Modul)
Das Verhältnis zwischen Spannung und Dehnung von Stahl wird durch das Elastizitätsmodul, (Youngscher Modul), beschrieben und ist in der nachstehenden Tabelle mit den entsprechenden Werten und Temperaturen aufgeführt.
Wert MPa
Bei einer Temperatur von
~ 210.000
~ 20 °C
~ 205.000
~ 100 °C
~ 198.000
~ 200 °C
~ 191.000
~ 300 °C
~ 182.000
~ 400 °C
~ 173.000
~ 500 °C
Elastizitätsmodul
HÖCHSTE FLEXIBILITÄT – DAS IST €CO-PRÄZ®!

1.2344 ESU Stahl
X40CrMoV5-1 VERFAHREN
1.2344 ESU Wärmebehandlung
Bei der Wärmebehandlung werden Werkstoffeigenschaften festgelegt. Daher sollte diese immer mit Bedacht durchgeführt werden. Es werden Eigenschaften wie Festigkeit, Zähigkeit, Oberflächenhärte und Temperaturbeständigkeit festgelegt, die wiederum die Lebensdauer von Bauteilen, Werkzeugen und Komponenten verlängern/verbessern können.
Zur Wärmebehandlung gehören das Lösungsglühen, Weichglühen, Normalisieren und Spannungsarmglühen, aber auch das Anlassen, Härten und Abschrecken oder Vergüten.
1.2344 ESU Glühen
Um Oberflächenschäden zu vermeiden, sollte der 1.2344 ESU in einer neutralen Atmosphäre geglüht werden oder in einem geeigneten Behälter unter Verwendung neutraler Glühkohle.
Zum Glühen wird der 1.2344 ESU langsam und gleichmäßig auf eine Temperatur von 750 – 800 °C erhitzt.
Danach wird die Temperatur um ca. 10 – 20 °C pro Stunde bis auf 600 °C gesenkt, dann kann das Material weiter an der Luft abkühlen.
1.2344 ESU Spannungsarmglühen
Nach einer Grobbearbeitung oder einer umfangreichen Bearbeitung ist ein Spannungsarmglühen beim 1.2344 ESU erforderlich, um Verformungen durch eingebrachte Spannungen zu vermeiden. Der Werkzeugstahl wird bei einer Temperatur von 600 – 650 °C spannungsarmgeglüht.
Die Temperatur wird 1 – 2 Stunden in einer neutralen Atmosphäre gehalten und anschließend kontrolliert an der Luft abgekühlt. Das kontrollierte Abkühlen ist wichtig, damit keine neuen Spannungen aufgebaut werden.
1.2344 ESU Anlassen
Direkt nach dem Härten wird das Material langsam auf die Anlasstemperatur gebracht und dort für mindestens 1 Stunde pro 25 mm Dicke gehalten. Die Anlasstemperatur sollte mindestens 10 °C über der zu erwartende Arbeitstemperatur des Werkzeugs liegen.
Werkstücke sollten doppelt angelassen werden; ein dritter Anlassvorgang kann vorteilhaft zum Spannungsabbau für das Werkstück sein.
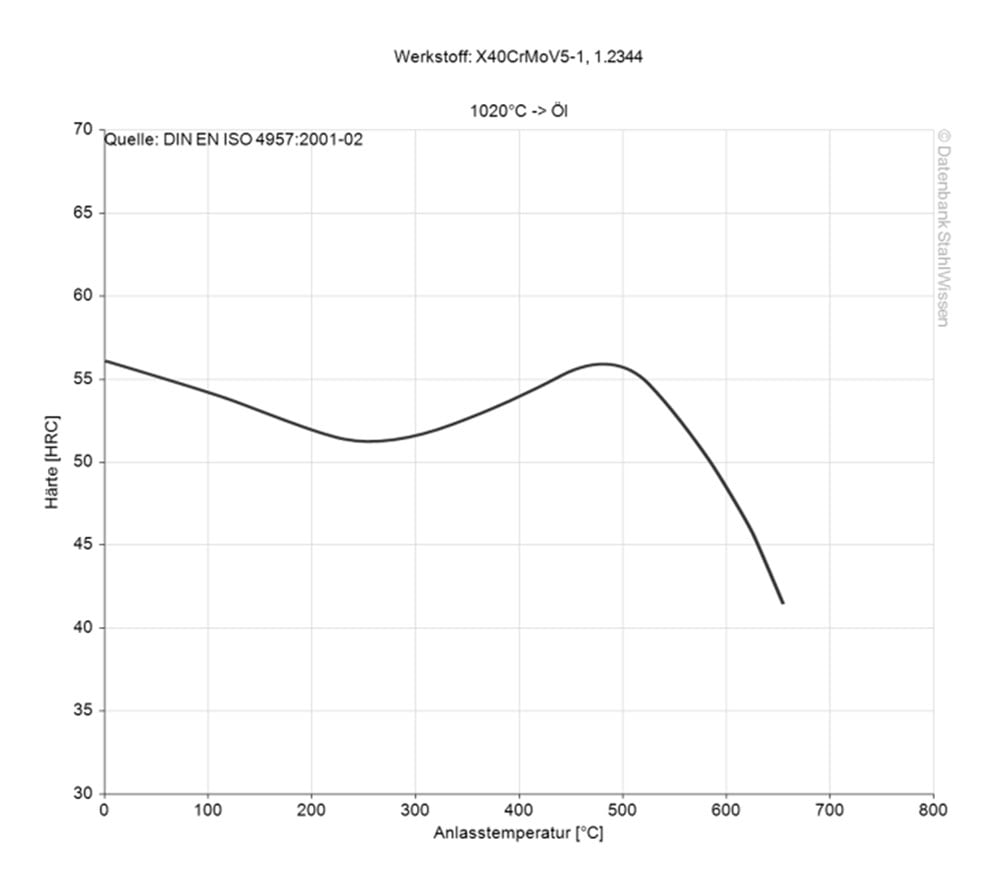
1.2344 ESU Härten
Das Härten von Werkzeugstahl 1.2344 ESU verleiht diesem bessere Eigenschaften.
Um die Entkohlung zu kontrollieren, verwenden Sie einen Ofen mit kontrollierter Atmosphäre oder packen Sie die Werkstücke in ein inertes Material. Erhitzen Sie es gleichmäßig auf eine Temperatur von 1020 – 1060 °C und halten Sie die Temperatur 15 – 30 Minuten lang, schrecken das Material ab und lassen Sie es dann direkt an.

1.2344 ESU Tiefkühlbehandlung
Werkzeugstahl 1.2344 ESU kann unter dem Gefrierpunkt behandelt werden. Anstatt das Material nach dem Härten anzulassen, wird es auf Temperaturen unter Null abgekühlt und gehalten, um den Restaustenit in Martensit umzuwandeln.
Die Vorteile für den 1.2344 ESU sind neben einer verfeinerten Karbid-Struktur eine erhöhte Härte und Verschleißfestigkeit, sowie eine verbesserte Maßhaltigkeit. Um mögliche neu eingebrachte Spannungen abzubauen, sollte sich an die Tiefkühlbehandlung ein Anlassen anschließen, wie oben beschrieben.
1.2344 ESU Abschrecken
Der 1.2344 ESU wird in der Regel mit Luft gekühlt, obwohl er auch mit anderen Substanzen gekühlt werden kann. Bei der Wahl der Kühlmethode sollten Faktoren wie Anwendung, Form und Größe der Werkstücke berücksichtigt werden.
• Luft
• Öl
• Vakuum
• Warmbad
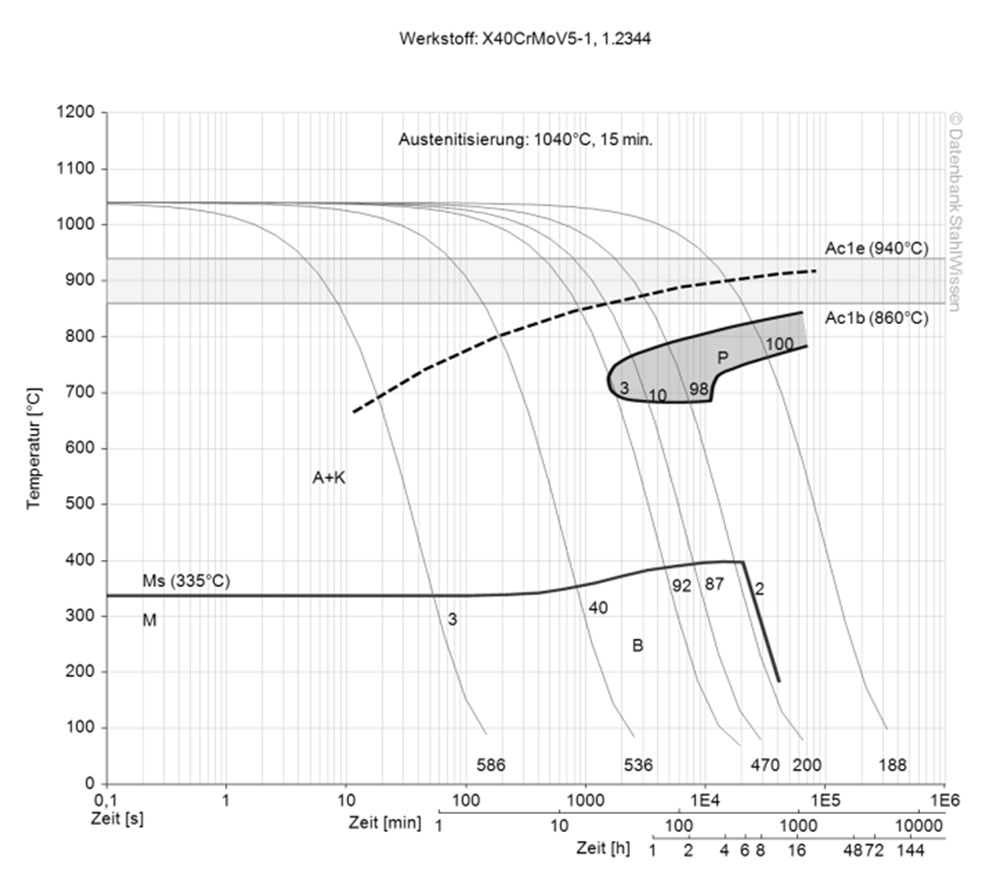
1.2344 ESU Kontinuierliches ZTU-Diagramm
Dieses Diagramm zeigt Mikro-Veränderungen im Laufe der Zeit bei verschiedenen Temperaturen an. Diese sind bei der Wärmebehandlung wichtig, da sie Aufschluss über die optimalen Bedingungen für Prozesse wie Härten, Glühen und Normalisieren geben.
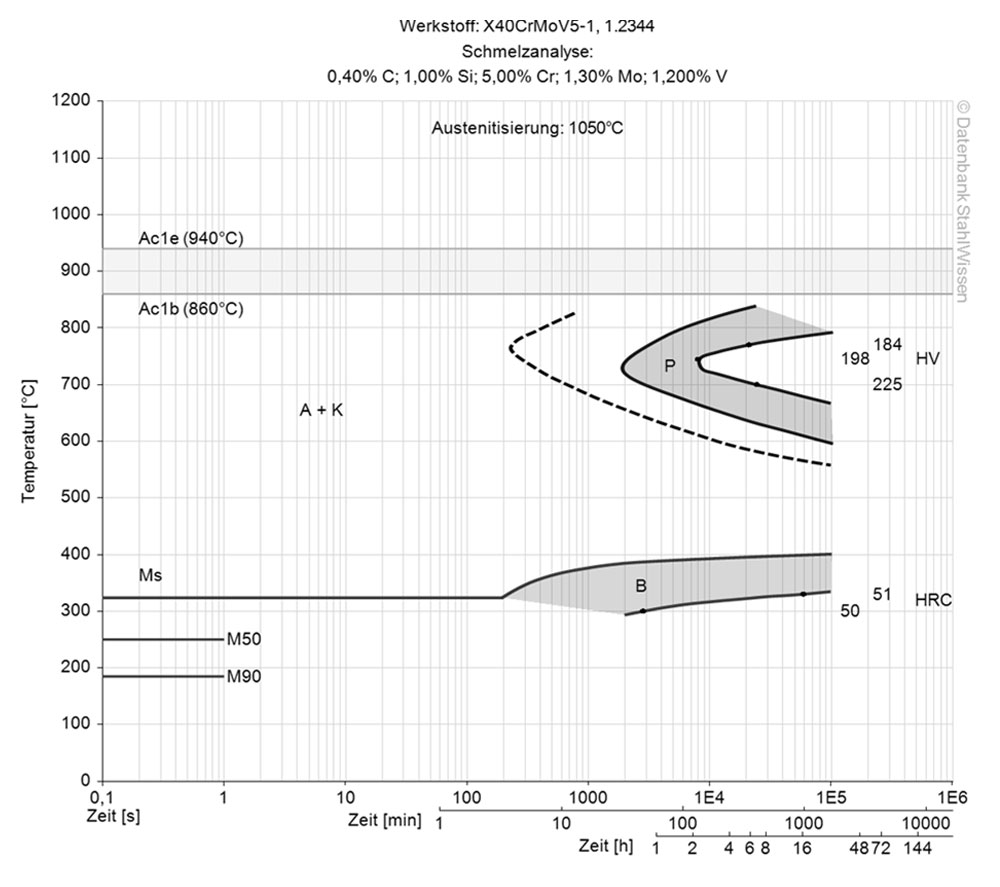
1.2344 ESU Isothermisches ZTU-Diagramm
Dieses Diagramm zeigt die strukturellen Veränderungen auf Mikroebene im Laufe der Zeit bei einer konstanten Temperatur. Es zeigt, bei welcher Temperatur und nach welcher Zeit sich verschiedene Phasen, z. B. Perlit, Martensit oder Bainit, zu bilden beginnen.
1.2344 ESU Stahl
X40CrMoV5-1 OBERFLÄCHEN-
BEHANDLUNG
1.2344 ESU Stahl
X40CrMoV5-1 OBERFLÄCHENBEHANDLUNG
Die folgenden Angaben sind nur ein Beispiel für eine Vielzahl von Oberflächenbehandlungen für den Werkzeugstahl 1.2344 ESU. Die Wahl der Oberflächenbehandlung hängt von der Anwendung ab.
1.2344 ESU Nitrieren
Zur Verbesserung der Verschleißfestigkeit und Dauerstandfestigkeit kann die Güte 1.2344 ESU nitriert werden. Bei diesem Verfahren wird Stickstoff in die Oberfläche eingebracht, was zu einer gewissen Korrosionsbeständigkeit führt, aber auch die Notwendigkeit einer häufigen Schmierung von beweglichen Teile verringern kann.
1.2344 ESU Karbonitrierung / Einsatzhärten
Dieses Verfahren ist zwar für diese Güte nicht so gebräuchlich wie das Nitrieren, führt aber Kohlenstoff in die Materialoberfläche ein und verleiht ihr eine zusätzliche Oberflächenhärte mit einem zähen Kern.
1.2344 ESU Brünieren
Beim Brünieren erhalten Werkstücke und Werkzeuge eine schwarze Mischoxidschicht die diesen einen gewissen Korrosionsschutz verleiht. Dieses Verfahren wird auch angewendet, um den Werkstücken ein ästhetisches Aussehen zu verschaffen, aber auch um Teilen, die dem Licht ausgesetzt sind, z.B. eine nur schwach reflektierende Oberfläche zu geben.
1.2344 ESU PVD- and CVD-Verfahren
Um Reibung zu verringern und die Verschleißfestigkeit und Korrosionsbeständigkeit zu verbessern, kann der 1.2344 ESU durch das PVD- (Physical Vapor Deposition) oder CVD-Verfahren (Chemical Vapor Deposition) beschichtet werden. Bei beiden Verfahren wird eine sehr dünne Materialschicht auf die Oberfläche der Werkstücke aufgebracht.
• PVD – physikalische Gasphasenabscheidung
• CVD – chemische Gasphasenabscheidung
1.2344 ESU Stahl
X40CrMoV5-1 BEARBEITUNG
1.2344 ESU Erodieren
Der 1.2344 ESU kann im geglühten oder gehärteten Zustand durch Erodieren bearbeitet werden.
Ein Anlassen nach dem Erodieren kann erforderlich sein, da die Wärme beeinflussten Zonen andere Eigenschaften als das Grundmaterial haben können. Mit den richtigen Einstellungen und unter optimalen Konditionen kann der 1.2344 ESU Werkzeugstahl durch das Erodieren eine sehr glatte Oberfläche erhalten.
1.2344 ESU Maßänderungen
Werkzeugstahl 1.2344 ESU behält wie andere Werkzeugstähle seine Größe am besten bei, wenn er von der genauen Härtetemperatur abgeschreckt wird. Bei Überhitzung neigt das Material nach dem Anlassen zum Schrumpfen und sollte daher vermieden werden.
1.2344 ESU Schmieden
Der Werkstoff wird langsam und gleichmäßig auf eine Temperatur von 1035 – 1120 °C erhitzt. Beim Schmieden dieses Werkstoffes sollte die Temperatur nicht unter 900 °C sinken, er kann nach Bedarf wieder auf Schmiedetemperatur gebracht werden.
Kühlen Sie kleine und einfache Werkstücke langsam in Kalk ab. Größere sollten in einem beheizten Ofen gleichmäßig auf eine Temperatur von 790 °C abgekühlt werden, dann den Ofen ausschalten und die Teile langsam abkühlen lassen.
Beachten Sie, dass es sich hierbei nicht um ein Glühen handelt; das Glühen sollte nach dem Abkühlen der Schmiedeteile erfolgen.
1.2344 ESU Schweißen
Beim Schweißen von Werkzeugstahl können gute Ergebnisse erzielt werden, wenn die richtigen Vorkehrungen getroffen werden (erhöhte Arbeitstemperatur, Vorbereitung der Verbindung, Wahl der Schweißzusätze und des Schweißverfahrens). Wenn die Teile poliert oder fotogeätzt werden, ist es notwendig, mit einem geeigneten Elektrodentyp mit passender Zusammensetzung zu arbeiten.
1.2344 ESU Stahl
X40CrMoV5-1
ANWENDUNGS-
MÖGLICHKEITEN
1.2344 ESU Stahl
X40CrMoV5-1
ANWENDUNGSMÖGLICHKEITEN
Werkzeugstahl 1.2344 ESU hat eine Vielzahl guter Eigenschaften, die diesen Werkzeugstahl nicht nur zu einer guten Wahl für hohe Temperaturen machen, sondern, in Kombination mit seiner Beständigkeit gegen thermische Ermüdung und Verschleiß, auch für Guss- und Extrusionswerkzeuge sowie für Matrizen, Warmscherenmesser und Stanzwerkzeuge, um nur einige zu nennen. Mit seiner guten Beständigkeit gegen thermische Ermüdung, Erosion und Verschleiß ist er ideal für Kunststoffformen.
Weitere Anwendungsbeispiele
• Schmiedewerkzeuge
• Schmiedegesenke
• Warmscherenmesser
• Warmfließpresswerkzeuge
• Strangpresswerkzeuge
• Formteilpressgesenke
• Blockaufnehmer
• Druckgießwerkzeuge
• Leichtmetalldruckguss
• Pressdorne
• Pressmatrizen
• Lochdorne
• Schraubenerzeugung
• Nietenerzeugung
• Bolzenerzeugung
• Auswerfer
• Kunststoffformen


















