

1.2990 mod. Flachstahl in verschiedenen Ausführungsarten


1.2990 mod. Rundstahl in verschiedenen Ausführungsarten
1.2990 mod. – AUF EINEN BLICK
Was für ein Stahl ist 1.2990 mod.?
Eigenschaften
Werkzeugstahl 1.2990 mod. hebt sich von anderen Werkzeugstählen durch seine einzigartige Kombination aus Zähigkeit, Verschleißbeständigkeit und Festigkeit ab. Er erreicht eine hohe Härte, ohne an Zähigkeit zu verlieren. Diese Eigenschaften
machen ihn zu einer zuverlässigen Wahl für viele Anwendungen, bei denen hohe Leistung, Vielseitigkeit und Langlebigkeit erforderlich sind.
• Hohe Zähigkeit
• Ausgezeichnete Druckfestigkeit
• Exzellente adhäsive Verschleißbeständigkeit
• Sekundärhärtender Stahl
• Maßänderungsarm
• Erodierbar
• Sehr gut nitrierbar
Anwendungsmöglichkeiten
Der 1.2990 mod. findet, durch die einzigartige Kombination seiner Eigenschaften in vielen verschiedenen Industrien Verwendung. Nachfolgend ein paar Beispiele, wofür der 1.2990 mod. verwendet werden kann.
Konkrete Anwendungsbeispiele:
• Schnittwerkzeuge
• Stanzwerkzeuge
• Feinschneidwerkzeuge
• Matrizen
• Stempel
• Gewindewalzwerkzeuge
• Kaltumformwerkzeuge
• Tiefziehwerkzeuge
• Holzbearbeitungswerkzeuge
• Prägewerkzeuge
• Biegewerkzeuge
• Maschinenmesser
• Kreisscherenmesser
• Maschinenbauteile
1.2990 mod. Stahl
~X100CrMoV8-2 RICHTWERTE
Zusammensetzung – Chemische Analyse:
| C | Cr | Mo | V |
|---|---|---|---|
| 1,0 - 1,0 | 8,0 - 8,0 | 1,8 - 2,7 | 0,15 - 0,5 |
Chemische Bezeichnung:
~X100CrMoV8-2
Arbeitshärte:
57-63 HRC
Lieferzustand:
max. 250 HB
1.2990 mod. Stahl
~X100CrMoV8-2
PHYSIKALISCHE EIGENSCHAFTEN
Zu welcher Stahlgruppe gehört 1.2990 mod.?
• Werkzeugstahl
• Kunststoffformenstahl
• Kaltarbeitsstahl
Ist ein 1.2990 mod. Edelstahl?
Um als Edelstahl eingestuft zu werden, ist ein Massenanteil von mindestens 10,5 % Chrom erforderlich. Der 1.2990 mod. hat einen Massenanteil von 8 % und kann daher nicht als Edelstahl klassifiziert werden.
Ist 1.2990 mod. korrosionsbeständig?
Werkzeugstahl 1.2990 mod. weist eine gewisse Korrosionsbeständigkeit auf. Um jedoch als korrosionsbeständiger Stahl eingestuft zu werden, muss er einen Chromgehalt von mindestens 10,5 % aufweisen. Der 1.2990 mod. hat nur 8 % Chrom und kann daher nicht in die Kategorie der rostfreien Stähle eingeordnet werden.
Ist 1.2990 mod. magnetisierbar?
Als eisenhaltiges Metall kann der 1.2990 mod. magnetisiert werden. Schleifen, Fräsen und Erodieren können zum Beispiel auf Maschinen mit magnetischer Haftung durchgeführt werden.
1.2990 mod. Verschleißbeständigkeit
Der Werkzeugstahl 1.2990 mod. erhält auf einer Skala, auf der 1 niedrig und 6 hoch ist, eine 6 für seine Verschleißbeständigkeit.
1.2990 mod. Stahl
~X100CrMoV8-2 TECHNISCHE EIGENSCHAFTEN
Ist 1.2990 mod. ein Messerstahl?
Aufgrund seiner hohen Härte verfügt der 1.2990 mod. über eine hervorragende Schnitthaltigkeit und Verschleißbeständigkeit. Andererseits erschwert seine Härte das Schleifen und Schärfen. Er bietet eine gute Zähigkeit, wodurch das Risiko von Absplitterungen oder Brüchen verringert wird. Obwohl er eine gewisse Korrosionsbeständigkeit aufweist, muss er regelmäßig gewartet werden, um das Material in korrosiven Umgebungen zu schützen. Regelmäßiges Reinigen und Ölen kann bei der Wartung des 1.2990 mod. hilfreich sein.
1.2990 mod. Arbeitshärte
Die Arbeitshärte für Werkzeugstahl 1.2990 mod. liegt bei 57 – 63 HRC.
1.2990 mod. Stahldichte
Typischerweise beträgt die Dichte von 1.2990 mod. Werkzeugstahl 7,68 g/cm3 bei Raumtemperatur.
1.2990 mod. Zugfestigkeit
Die Zugfestigkeit für 1.2990 mod. Werkzeugstahl liegt bei ca. 850 N/mm2. Dieser Wert ist das Ergebnis eines Zugversuchs, der aufzeigt, wieviel Kraft erforderlich ist, bevor das Material beginnt, sich zu dehnen oder zu verformen, bevor es bricht.
1.2990 mod. Zerspanbarkeit
Auf einer Skala, auf der 1 niedrig und 6 hoch ist, erhält der 1.2990 mod. eine 3 für seine Zerspanbarkeit.
1.2990 mod. Wärmeleitfähigkeit
Die folgende Tabelle zeigt die Wärmeleitfähigkeit von Werkzeugstahl 1.2990 mod. bei verschiedenen Temperaturen.
Wärmeleitfähigkeitstabelle
Wert
Bei einer Temperatur von
24,0
20 °C
25,9
100 °C
26,8
150 °C
27,1
200 °C
27,4
300 °C
27,2
400 °C
26,8
500 °C
1.2990 mod. Wärmeausdehnungskoeffizient
Die folgende Tabelle zeigt die Ausdehnung bzw. Kontraktion bei verschiedenen Temperaturen, was für Arbeiten bei hohen Temperaturen oder bei starken Temperaturschwankungen sehr wichtig sein kann.
Mittlerer Wärmeausdehnungskoeffizient
10-6m/(m*K)
Bei einer Temperatur von
11,4
20 – 100 °C
11,6
20 – 150 °C
11,7
20 – 200 °C
12,0
20 – 300 °C
12,3
20 – 400 °C
12,4
20 – 450°C
12,6
20 – 500 °C
1.2990 mod. Spezifischer elektrischer Widerstand
Den spezifischen elektrischen Widerstand können Sie der folgenden Tabelle entnehmen. Die elektrische Leitfähigkeit ist der Gegenwert des spezifischen elektrischen Widerstands.
Spezifischer elektrischer Widerstand
Wert (Ohm*mm²)/m
Bei einer Temperatur von
0,64
20 °C
1.2990 mod. Elastizitätsmodul (e-Modul)
Das Spannungs- und Dehnungsmodul, oder das Elastizitätsmodul (Youngscher Modul), für Werkzeugstahl 1.2990 mod. liegt bei 260 kN/mm2.
ABRAMS®– HERZBLUT IN STAHL!

1.2990 mod. Stahl
~X100CrMoV8-2 VERFAHREN
1.2990 mod. Wärmebehandlung
Bei der Wärmebehandlung werden Werkstoffeigenschaften festgelegt. Daher sollte diese immer mit Bedacht durchgeführt werden. Es werden Eigenschaften wie Festigkeit, Zähigkeit, Oberflächenhärte und Temperaturbeständigkeit festgelegt, die wiederum die Lebensdauer von Bauteilen, Werkzeugen und Komponenten verlängern/verbessern können.
Zur Wärmebehandlung gehören das Lösungsglühen, Weichglühen, Normalisieren, Spannungsarmglühen aber auch das Anlassen, Härten und Abschrecken oder Vergüten.
Der Werkzeugstahl 1.2990 mod. wird normalerweise in einem Vakuumofen luftgehärtet, kann jedoch auch in einem Gas- oder Elektro-Ofen gehärtet werden, mit oder ohne kontrollierter Atmosphäre. Hierbei wird das Werkstück in rostfreie Folie gewickelt, oder in ein Salzbad mit hohen Temperaturen getaucht und so gehärtet.
1.2990 mod. Glühen
Erhitzen Sie das Material gleichmäßig auf eine Temperatur von 800 – 850 °C und halten Sie es 2 Stunden lang auf dieser Temperatur. Anschließend wird der Ofen langsam auf unter 500 °C abgekühlt, danach nehmen Sie das Werkstück aus dem Ofen und kühlen Sie es an ruhiger Luft weiter auf Umgebungstemperatur ab.
1.2990 mod. Spannungsarmglühen
Um spannungsarm zu glühen, erwärmen Sie das Werkstück gleichmäßig auf eine Temperatur von 650 °C und halten Sie es anschließend 1 – 2 Stunden lang in einer neutralen Umgebung. Danach im Ofen langsam abkühlen lassen.
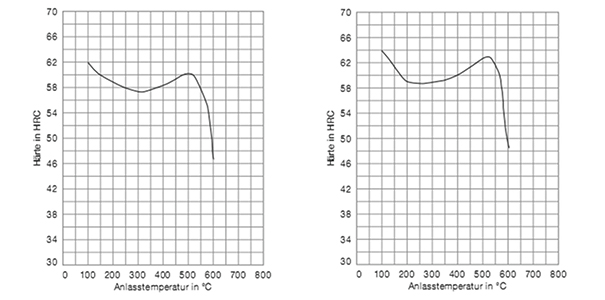
1.2990 mod. Anlassen
Lassen Sie den 1.2990 mod. Werkzeugstahl nach der Wärmebehandlung zweimal an, wobei zwischen den aufeinanderfolgenden Anlass-Vorgängen eine Abkühlung auf Raumtemperatur erfolgt. Falls Verformungen aufgrund der Bearbeitung, Oberflächenbehandlung oder Erodieren befürchtet werden, kann eine dritte Anlassbehandlung bei 400 °C nach der ursprünglichen Wärmebehandlung hinzugefügt werden. Der dritte Anlassvorgang ist nicht erforderlich, wenn die Werkstücke im Salzbad gehärtet wurden.
1.2990 mod. Kältebehandlung
Eine Behandlung des 1.2990 mod. bei einer Temperatur von -185 °C zwischen dem ersten und dem zweiten Anlassvorgang kann sich positiv auf die Zähigkeit des Werkstücks auswirken.
Hinweis: Auf eine Behandlung unter Null sollte immer ein Anlass folgen.
1.2990 mod. Härten
Erhitzen Sie das Material gleichmäßig auf eine Temperatur von 1040 – 1060 °C und halten Sie diese 15 – 30 Minuten lang. Die Aushärtung kann beispielsweise durch ein Salzbad, Druckluft, Luft oder im Vakuumofen stattfinden.
1.2990 mod. Lufthärten
Erhitzen Sie das Material gleichmäßig auf eine Temperatur von 800 °C und erhöhen Sie dann die Temperatur auf 1030 °C. Teile, die kleiner als 25 mm sind, können bis zu einer Stunde lang bei dieser Temperatur gehalten werden. Teile bis zu 100 mm, 25 – 30 Minuten pro 25 mm. Bei Werkstücken mit einer Querschnittsdicke von mehr als 100 mm sollte die Haltezeit 10 bis 25 Minuten pro 25 mm Dicke betragen. Dann mit einem Inertgas, zum Beispiel Stickstoff, abschrecken und anschließend schnell mit 2 bar Atmosphärendruck oder einer gleichwertigen Methode abkühlen.
1.2990 mod. Salzbadhärten
Erhitzen Sie das Werkstück gleichmäßig auf 850 °C, anschließend legen Sie es mindestens 5 Minuten lang in das geschmolzene Salzbad bei 1030 °C. Dann mit Salz abschrecken und die Temperatur vor dem Anlassen in ruhiger Luft auf 45 – 65 °C abkühlen lassen.
1.2990 mod. Abschrecken
Werkzeugstahl 1.2990 mod. kann wie folgt abgeschreckt werden:
• Luft
• Öl
• Wärmebad (500 – 550 °C)
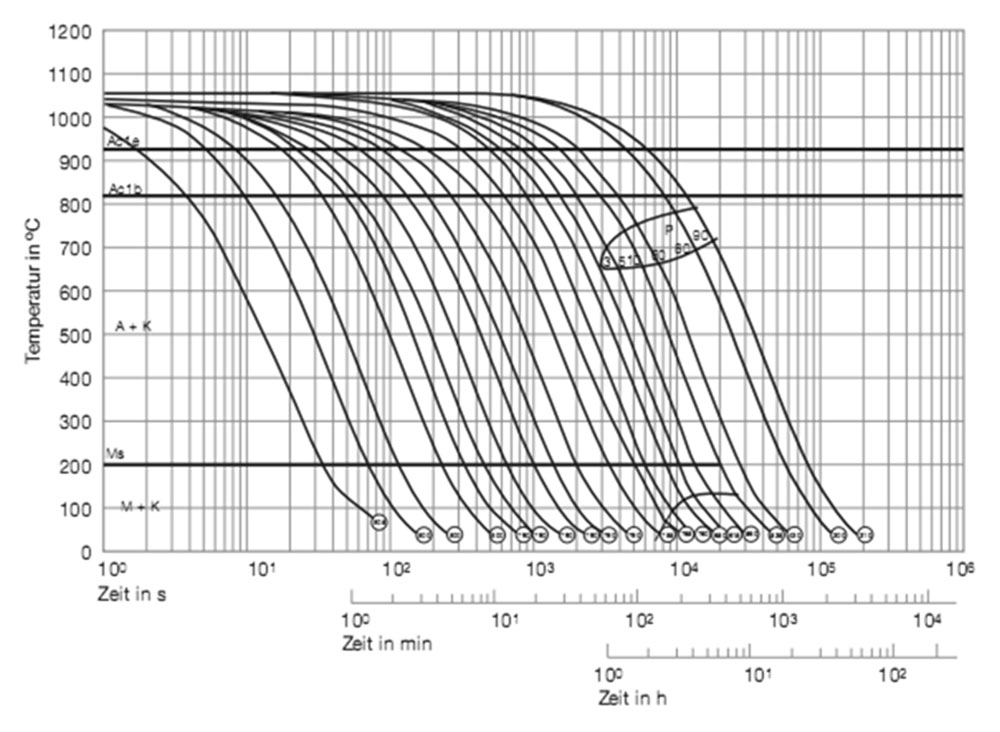
1.2990 mod. Kontinuierliches ZTU-Diagramm
Dieses Diagramm zeigt Mikro-Veränderungen im Laufe der Zeit bei verschiedenen Temperaturen an. Diese sind bei der Wärmebehandlung wichtig, da sie Aufschluss über die optimalen Bedingungen für Prozesse wie Härten, Glühen und Normalisieren geben.
1.2990 mod. Stahl
~X100CrMoV8-2 OBERFLÄCHEN-
BEHANDLUNG
1.2990 mod. Stahl
~X100CrMoV8-2 OBERFLÄCHENBEHANDLUNG
1.2990 mod. Nitrieren
Durch das Nitrieren erhält die Oberfläche dieses Werkstoffs eine harte Schicht mit hervorragender Verschleiß- und Abriebfestigkeit. Um den Anforderungen der Verwendungsmöglichkeiten gerecht zu werden, sollte die Dicke der Schicht gut überlegt sein.
1.2990 mod. PVD-Beschichtung (Physical Vapor Deposition)
Die PVD-Beschichtung (Physical Vapor Deposition) ist ein Verfahren, bei dem eine dünne, verschleißfeste Beschichtung in einem Temperaturbereich von 200 – 500 °C auf das Material/Werkstück aufgebracht wird.
• PVD – physikalische Gasphasenabscheidung
1.2990 mod. CVD (Chemical Vapor Deposition)
Die CVD-Beschichtung ist ein Verfahren, bei dem ein leicht flüchtiges Ausgangsmaterial in eine Kammer (in der Regel unter Vakuum) eingespritzt wird. Das Erhitzen der Kammer auf Reaktionstemperatur führt dazu, dass das Ausgangsmaterial reagiert oder zerfällt und sich mit der Materialoberfläche verbindet.
• CVD – chemische Gasphasenabscheidung
1.2990 mod. Thermodiffusion
Bei der Thermodiffusion (TD) diffundiert Zink in den Stahl und bildet einen Korrosionsschutz auf der Stahloberfläche.
1.2990 mod. Stahl
~X100CrMoV8-2 BEARBEITUNG
1.2990 mod. Erodieren
Da es sich hierbei um ein kontaktloses Verfahren handelt, kann der Materialabtrag oder die Formgebung des 1.2990 mod. durch das Erodieren Verformungen und Spannungen vermeiden, die durch konventionelles Bearbeiten entstehen können. Mit optimierten Parametern, geeigneten Elektroden, Einstellungen und Werkzeugen lassen sich hochpräzise Teile herstellen. Dieser Werkstoff hat bereits eine hohe Oberflächenhärte, daher sollte darauf geachtet werden, dass keine Oberflächenrisse entstehen.
1.2990 mod. Bearbeitungsaufmaß / Maßänderungen
Wie für alle Metalle gilt: der 1.2990 mod. dehnt sich bei Erwärmung aus und bei Kühlung zieht er sich zusammen. Durch eine kontrollierte Erwärmung während des Härte- und Anlassvorgangs, sowie während der Abkühlphase, können Verformungen und andere Maßänderungen minimiert werden. Darüber hinaus sollte die Reduzierung von Spannungen und/oder Maßänderungen durch das Hinzufügen von Toleranzen zu den Abmessungen in Betracht gezogen werden.
1.2990 mod. Schmieden
Erhitzen Sie das Schmiedestück auf eine Temperatur von 900 – 1100 °C. Es wird empfohlen, das Werkstück nach dem Schmieden zu glühen, um Spannungen zu minimieren und eine optimale Wärmebehandlung zu gewährleisten.
1.2990 mod. Schweißen
Niedrige Vorwärm- und Nachwärmtemperaturen verringern, im Vergleich zum 1.2379, die Rissbildung an der Schweißnaht und erleichtern das Schweißen. Der geringe Härteabfall in den betroffenen Zonen minimiert eine Verschlechterung seiner Eigenschaften.


















