



1.6582 – AUF EINEN BLICK
Was für ein Stahl ist 1.6582?
Der Werkstoff 1.6582 (hier vergütete Ausführung), auch unter 34CrNiMo6 bekannt, ist ein CrNiMo-legierter Baustahl. Wegen seiner guten mechanischen Eigenschaften, wie seiner Festigkeit und Zähigkeit, wird er gerne für Bauteile eingesetzt die hochbeansprucht werden. Durchgehärtet wird der Vergütungsstahl für Bauteile beim Automobil- und Maschinenbau verwendet. Üblicherweise werden Bauteile im vergüteten Lieferzustand eingesetzt.
Eigenschaften
Dieser Werkstoff bietet eine gute Balance zwischen Festigkeit, Zähigkeit und Bearbeitbarkeit, was ihn zu einer guten Wahl in den verschiedenen Industrien und Anwendungen macht.
• Vergütungsstahl
• Hohe Festigkeit
• Hohe Zähigkeit
• Bauteile können im vergüteten Lieferzustand eingesetzt
werden
• Nitrierbar auf eine Randschichthärte von 58 – 62 HRC
Anwendungsmöglichkeiten
Der Werkstoff 1.6582 wird für Bauteile mit hoher Festigkeit und Zähigkeit eingesetzt. Bauteile werden üblicherweise im vergüteten Lieferzustand eingesetzt. Der Werkstoff lässt sich aber auch sehr gut durchhärten und kann dann auch für Bauteile im Autobau oder im Maschinenbau eingesetzt werden.
Konkrete Anwendungsbeispiele:
• Befestigungselemente
• Maschinenbau
• Zahnräder
• Wellen
• Achsen
• Bolzen
• Automobilbau / Motorenbau
• Kurbelwellen
• Nockenwellen
• Getriebeteile
1.6582 RICHTWERTE
Zusammensetzung – Chemische Analyse:
| C | Si | Mn | P | S | Cr | Mo | Ni |
|---|---|---|---|---|---|---|---|
| 0,3 - 0,38 | 0,0 - 0,4 | 0,5 - 0,8 | 0,0 - 0,025 | 0,0 - 0,035 | 1,3 - 1,7 | 0,15 - 0,3 | 1,3 - 1,7 |
Chemische Bezeichnung:
34CrNiMo6
Arbeitshärte:
max. 38 HRC
Lieferzustand:
max. 352 HB
1.6582 Stahl
34CrNiMo6
PHYSIKALISCHE EIGENSCHAFTEN
Zu welcher Stahlgruppe gehört 1.6582?
• Vergütungsstahl
Ist ein 1.6582 Edelstahl?
Um als Edelstahl klassifiziert zu werden benötigt ein Werkstoff einen Massenanteil von mindestens 10,5 % Chrom. Mit einem Massenanteil von 1,3 – 1,7 % ist der 1.6582 daher kein Edelstahl im klassischen Sinn.
Ist 1.6582 korrosionsbeständig?
Die Korrosionsbeständigkeit eines Stahls beginnt ab einem Massenanteil von 10,5 % Chrom, mit einem Anteil von 1,3 – 1,7 % Chrom ist der 1.6582 also nicht korrosionsbeständig.
Ist 1.6582 magnetisierbar?
Als ferromagnetischer Werkstoff ist der 1.6582 magnetisierbar und kann für Bearbeitungen wie fräsen, schleifen und erodieren auf Magnetplatten aufgespannt werden.
1.6582 Verschleißbeständigkeit
Auf einer Skala, auf der 1 niedrig und 6 hoch ist, erhält der 1.6582 eine 3 für die Verschleißfestigkeit.
1.6582 Stahl
34CrNiMo6 TECHNISCHE EIGENSCHAFTEN
Ist ein 1.6582 Messerstahl?
Der 1.6582 ist für Messer nicht geeignet. Sein Kohlenstoffgehalt ist z.B. nicht hoch genug, um die nötige Härte und Schneidhaltigkeit zu erreichen.
1.6582 Arbeitshärte
Die Arbeitshärte für den Vergütungsstahl 1.6582 liegt bei ca. 58 – 62 HRC.
1.6582 Stahldichte
Typischerweise beträgt die Stahldichte von 1.6582 bei Raumtemperatur 7,73 g/cm3.
1.6582 Zugfestigkeit
Die Zugfestigkeit für den 1.6582 beträgt ca. 1200 N/mm2. Um diese Erkenntnisse zu gewinnen, wird ein Zugversuch durchgeführt, der zeigt, wieviel Kraft erforderlich ist, um eine Probe zu strecken oder zu dehnen, bevor sie bricht.
1.6582 Streckgrenze
Streckgrenze
Abmessung
Wert
<= 16 mm
>= 1000 MPa
17 – 40 mm
>= 900 MPa
41 – 100 mm
>= 800 MPa
101 – 160 mm
>= 700 MPa
1.6582 Zerspanbarkeit
Auf einer Skala, auf der 1 niedrig und 6 hoch ist, erhält der Vergütungsstahl 1.6582 eine 3 für seine Zerspanbarkeit.
1.6582 Wärmeleitfähigkeit
Die Wärmeleitfähigkeit des 1.6582 liegt bei 42,6 W/(m*K) bei Raumtemperatur.
1.6582 Wärmeausdehnungskoeffizient
Die folgende Tabelle zeigt, wie stark sich der 1.6582 ausdehnen oder zusammenziehen kann, wenn sich die Temperaturen ändern. Dies kann sehr wichtig sein, wenn mit hohen Temperaturen oder starken Temperaturschwankungen gearbeitet wird.
Mittlerer Wärmeausdehnungskoeffizient
Wert 10-6m/(m*K)
Bei einer Temperatur von
11,1
20 – 100 °C
12,1
20 – 200 °C
12,9
20 – 300 °C
13,5
20 – 400 °C
1.6582 Spezifische Wärmekapazität
Die spezifische Wärmekapazität des 1.6582 liegt bei Raumtemperatur bei 0,47 J/g-°C. Dieser Wert gibt an, wie viel Wärme benötigt wird, um eine bestimmte Menge an Material um 1 Kelvin zu erwärmen.
1.6582 Spezifischer elektrischer Widerstand
Die temperaturabhängige Materialkonstante (spezifischer Widerstand) können Sie der folgenden Tabelle entnehmen. Die elektrische Leitfähigkeit ist der Gegenwert des spezifischen Widerstands.
Spezifischer elektrischer Widerstand
Wert (Ohm*mm²)/m
Bei einer Temperatur von
0,19
20 °C
1.6582 Elastizitätsmodul (e-Modul)
Das Verhältnis zwischen Spannung und Dehnung von Stahl wird durch das Elastizitätsmodul (Youngscher Modul) beschrieben und liegt für 1.6582 liegt bei 210 kN/mm2.
ABRAMS PREMIUM STAHL® – QUALITÄT, DIE SICH SEHEN LÄSST!

1.6582 Stahl
34CrNiMo6 VERFAHREN
1.6582 Wärmebehandlung
Bei der Wärmebehandlung werden Werkstoffeigenschaften festgelegt. Daher sollte diese immer mit Bedacht durchgeführt werden. Es werden Eigenschaften wie Festigkeit, Zähigkeit, Oberflächenhärte und Temperaturbeständigkeit festgelegt, die wiederum die Lebensdauer von Bauteilen, Werkzeugen und Komponenten verlängern/verbessern können.
Zur Wärmebehandlung gehören das Lösungsglühen, Weichglühen, Normalisieren und Spannungsarmglühen, aber auch das Anlassen, Härten und Abschrecken oder Vergüten.
1.6582 Normalglühen
Zum Normalglühen wird der 1.6582 auf eine Temperatur von 850 – 880 °C erhitzt. Das Abkühlen erfolgt an der Luft.
1.6582 Weichglühen
Zum Weichglühen wird der Werkstoff 1.6582 auf eine Temperatur von 650 – 700 °C erhitzt und langsam im Ofen abgekühlt.
1.6582 Spannungsarmglühen
Da der Werkstoff 1.6582 hier vergütet ist, wird er in diesem Zustand ca. 30 – 50 °C unter der Anlasstemperatur spannungsarm geglüht. Die Werkstücke werden mindestens 1 Stunde bei dieser Temperatur gehalten.
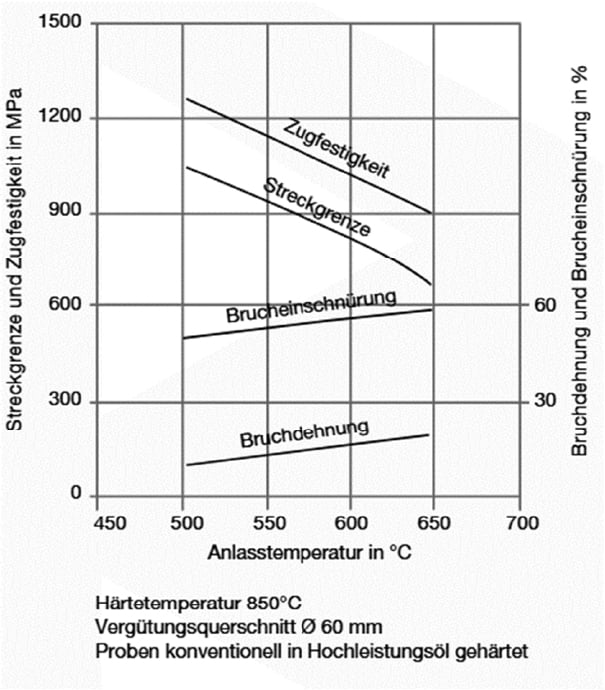
1.6582 Anlassen
Zum Anlassen wird diese Stahlgüte auf eine Temperatur von 540 – 680 °C erhitzt und mindestens 1 Stunde gehalten. Danach erfolgt das Abkühlen an der Luft.
Weitere Informationen entnehmen Sie bitte dem Vergütungsschaubild.
1.6582 Härten
Zum Härten werden Werkstücke aus 1.6582 gleichmäßig auf eine Temperatur von 830 – 860 °C erhitzt und zum Abschluss abgeschreckt.
1.6582 Abschrecken
Das Abschrecken des Werkstoffs 1.6582 kann in den folgenden Medien erfolgen:
• Öl
• Polymer
• Wasser
• Luft
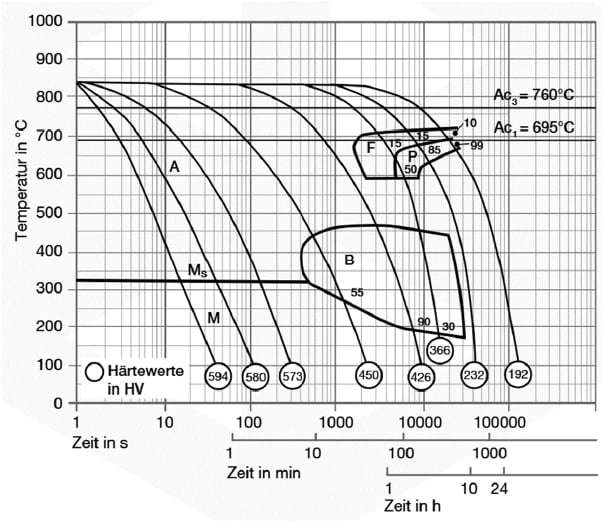
1.6582 Kontinuierliches ZTU-Diagramm
Dieses Diagramm zeigt Mikro-Veränderungen im Laufe der Zeit bei verschiedenen Temperaturen an. Diese sind bei der Wärmebehandlung wichtig, da sie Aufschluss über die optimalen Bedingungen für Prozesse wie Härten, Glühen und Normalisieren geben.
1.6582 Stahl
34CrNiMo6 OBERFLÄCHENBEHANDLUNG
1.6582 Stahl
34CrNiMo6 OBERFLÄCHEN-
BEHANDLUNG
Die Oberflächenbehandlung des 1.6582 bietet Vorteile, wie eine längere Lebensdauer, verbesserte Leistung, Korrosionsbeständigkeit oder die Verbesserung der optischen Attraktivität von Werkstücken aus dieser Stahlsorte.
Im Folgenden finden Sie einige Beispiele für Oberflächenbehandlungen, die an 1.6582 Werkstücken vorgenommen werden können.
1.6582 Nitrieren
Beim Nitrieren diffundiert Stickstoff in die Oberfläche des Stahls und verleiht ihm eine härtere und verschleißfeste Oberfläche. Es kann die Standzeiten und die Korrosionsbeständigkeit verbessern.
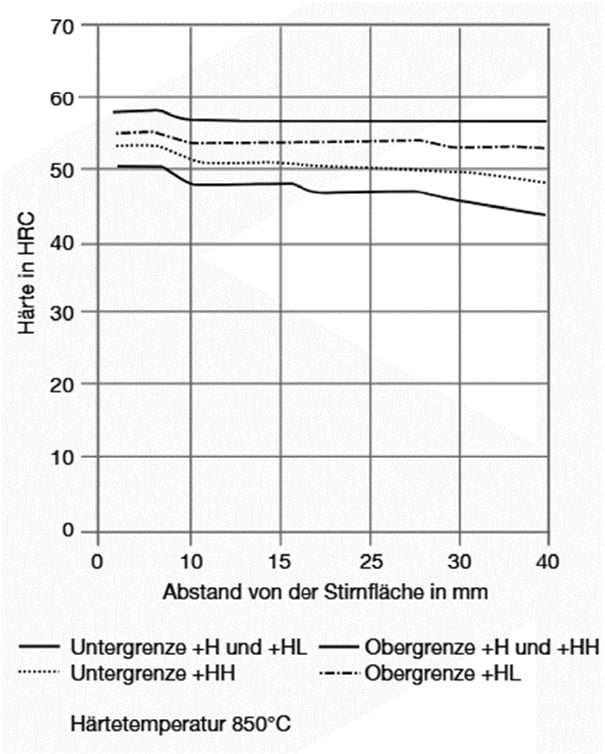
1.6582 Induktionshärten (Randschichthärten)
Das Induktionshärten ist eine schnelle, punktuelle und gezielte Erwärmung der Oberfläche eines Werkstücks. Dabei wird die Oberfläche durch den elektrischen Widerstand des Werkstoffs mittels Induktion (elektrischer Wechselspannung) erwärmt.
Mit verschiedenen Induktoren wird die Materialoberfläche fokussiert erhitzt und damit gezielte Bereiche des Werkstücks gehärtet. So können hochbeanspruchte Bereiche, und auch komplizierte Geometrien, gehärtet werden.
Nach dem Induktionshärten wird das Material direkt abgeschreckt.
1.6582 Aufkohlung / Gasaufkohlung
Um schädliche Oxide an der Oberfläche und den Korngrenzen zu vermeiden wird die Gasaufkohlung in einer kontrollierten Atmosphäre durchgeführt. In einer solchen Atmosphäre wird Kohlenstoff in die Randschicht des Materials gebracht, um damit eine verschleißfestere und härtere Oberfläche zu erzeugen. Das Gasaufkohlen wird bei Werkstoffen angewandt die einen niedrigen Kohlenstoffgehalt haben, um diesen damit eine höhere Härte, verschleißfestere Oberfläche mit einem zähen Kern verleihen.
1.6582 Phosphatieren
Bei diesem Verfahren wird eine Phosphatlösung auf das Bauteil gesprüht, oder es wird in eine Phosphatlösung getaucht. Die dabei entstehende Phosphatschicht auf dem Bauteil verbessert die Korrosionsbeständigkeit und kann auch als Grundlage für eine weitere Beschichtung, wie z. B. Lackieren, bilden.
1.6582 Oxidieren (Schwarzoxid)
Vor dem Oxidieren wird die Materialoberfläche gründlich von Ablagerungen und Anhaftungen gereinigt und dann in eine alkalische wässerige Salzlösung eingetaucht.
Das Schwarzoxidieren, auch Blaufärben genannt, ist eine Oberflächenveredelung, die die Oberflächenreflexion senkt und die Korrosionsbeständigkeit anheben kann.
1.6582 Galvanische Beschichtung
Beim Galvanisieren wird in einem elektrochemischen Verfahren eine Schicht aus z.B. Chrom, Nickel oder Zink, um nur ein paar zu nennen, auf das Werkstück aufgetragen. Damit wird die Korrosionsbeständigkeit und die Verschleißfestigkeit der so beschichteten Werkstücke erhöht.
1.6582 PVD-Verfahren
Bei der PVD-Behandlung (physikalische Gasphasenabscheidung) wird eine dünne Schicht auf die Oberfläche des Werkstoffs aufgebracht. Diese dünn aufgetragene harte Schicht verleiht dem Material eine verschleißfeste Beschichtung.
1.6582 Stahl
34CrNiMo6 BEARBEITUNG
1.6582 Erodieren
Allgemein wird ein Werkstoff erodiert, um Werkstücke aus einem einzigen Stück zu fertigen. Dabei kann das Erodieren angewandt werden, um Matrizen oder kompliziertere Formen herzustellen. Es gibt verschiedene Methoden des Erodierens von verschiedenen Materialien, wie zum Beispiel Drahterosion, Funkenerosion oder Senkerosion.
1.6582 Schmieden
Um den Werkstoff 1.6582 zu schmieden wird er auf eine Temperatur von 850 – 1050 °C erwärmt und geschmiedet. Zum Abschluss werden die Werkstücke gleichmäßig und langsam im Ofen abgekühlt.
1.6582 Schweißen
Der Werkstoff 1.6582 ist nur bedingt zum Schweißen geeignet und sollte daher in Schweißkonstruktionen nicht eingesetzt werden.


















