



1.2360 / 1.2360 mod. – AUF EINEN BLICK
Was für ein Stahl ist 1.2360 / 1.2360 mod.?
1.2360 / 1.2360 mod., ist ein lufthärtender Kaltarbeitsstahl mit 8 % Chromanteil, auch als Chipper-Stahl bekannt. Er kommt überall dort zum Einsatz, wo eine Kombination aus hoher Zähigkeit und guter Verschleißfestigkeit nötig ist. Der Werkzeugstahl X48CrMoV8-1-1 / X48CrMoV8-1 verfügt über eine ausgezeichnete Dimensionsstabilität während der Wärmebehandlung.
Eigenschaften
Alles in allem ist der 1.2360 / 1.2360 mod. ein sehr robuster und universell einsetzbarer Kaltarbeitsstahl. Er zeichnet sich durch seine Durchhärtbarkeit, hohe Zähigkeit und Verschleißfestigkeit aus.
• Werkzeugstahl
• Chipper-Knife-Stahl
• Kaltarbeitsstahl
• Lufthärtbarer Stahl
• Hohe Verschleißbeständigkeit
• Gute Anlassbeständigkeit
• Universell verwendbar
• Erodierbar
• Nitirerbar
• Nicht schweißbar
Anwendungsmöglichkeiten
Der 1.2360 / 1.2360 mod. wird häufig aufgrund seiner Kombination aus Verschleißfestigkeit und Zähigkeit ausgewählt. Werkstücke sind Kräften wie Stößen und Schlägen sowie großem Verschleiß ausgesetzt, wie z. B. beim Fällen von Bäumen.
Konkrete Anwendungsbeispiele:
• Stempel, Matrizen und Formwerkzeuge: Bruch und Absplitterung bei der Verwendung des 1.2360 / 1.2360 mod. wird aufgrund seiner guten Verschleißfestigkeit und hervorragenden Zähigkeit verhindert. Bei Raumtemperatur lässt er sich z.B. beim Kaltstauchen leicht formen/verformen. Die Robustheit des 1.2360 / 1.2360 mod. verhindert das Splittern oder Reißen von Stempeln und Matrizen sowie die Verformung unter Druck.
• Messer, Klingen und Schneidwerkzeuge: Scher-, Schlitz- oder Schneidemesser und Klingen müssen eine gute Schneidhaltigkeit aufweisen, aber auch einigen Stößen standhalten können. Auch als Messerstahl ist die Verschleißfestigkeit und Zähigkeit des 1.2360 / 1.2360 mod. wichtig.
• Schnittwerkzeuge
• Stanzwerkzeuge
• Prägewerkzeuge
• Umformwerkzeuge
• Pressengesenke
• Gesenkeinsätze
• Fließpressgesenke
• Armierungen
• Kaltfließpresswerkzeuge
• Röhrenwerkzeuge
• Schneidwerkzeuge
• Knüppelwarmscheren
• Walzgutscheren
• Schermesser für Bleche bis 15 mm Dicke
• Industriemesser
• Holzzerspanungsmesser
• Furniermesser
1.2360 / 1.2360 mod. Stahl
X48CrMoV8-1-1/ X48CrMoV8-1 RICHTWERTE
Zusammensetzung – Chemische Analyse:
| C | Si | Mn | P | S | Cr | Mo | V |
|---|---|---|---|---|---|---|---|
| 0,45 - 0,5 | 0,7 - 0,9 | 0,35 - 0,45 | 0,0 - 0,02 | 0,0 - 0,005 | 7,3 - 7,8 | 1,3 - 1,5 | 1,3 - 1,5 |
Chemische Bezeichnung:
X48CrMoV8-1-1/ X48CrMoV8-1
Arbeitshärte:
50-60 HRC
Lieferzustand:
max. 250 HB
1.2360 / 1.2360 mod. Stahl
X48CrMoV8-1-1/ X48CrMoV8-1
PHYSIKALISCHE EIGENSCHAFTEN
Zu welcher Stahlgruppe gehört 1.2360 / 1.2360 mod.?
• Werkzeugstahl
• Kaltarbeitsstahl
Ist 1.2360 / 1.2360 mod. Edelstahl?
Klassischer Edelstahl hat einen Massenanteil von mindestens 10,5 % Chrom, der 1.2360 / 1.2360 mod. hat einen Massenanteil von 7,8 %. Daher ist 1.2360 / 1.2360 mod. kein klassischer Edelstahl. Zum Schutz des 1.2360 / 1.2360 mod. und um Korrosion zu vermeiden, sollten die Teile mit einer Schutzschicht überzogen werden.
Ist 1.2360 / 1.2360 mod. korrosionsfrei?
Auch wenn der 1.2360 / 1.2360 mod. auf Grund seines Chromgehaltes eine gewisse Korrosionsbeständigkeit aufweist ist er nicht vollständig korrosionsbeständig. Um als korrosionsfreier Stahl eingestuft zu werden, muss eine Stahlgüte einen Mindestgehalt von 10,5 % Chrom enthalten.
Ist 1.2360 / 1.2360 mod. magnetisierbar?
Im Allgemeinen ist 1.2360 / 1.2360 mod. ein ferromagnetischer Stahl und kann daher magnetisiert werden und ist für die Magnetspanntechnik geeignet.
1.2360 / 1.2360 mod. Kaltarbeit
Die Arbeitstemperatur des 1.2360 / 1.2360 mod. erlaubt einen Einsatztemperaturbereich von 20 – 500 °C.
1.2360 / 1.2360 mod. Verschleißbeständigkeit
Die Stahlzusammensetzung von 1.2360 / 1.2360 mod. enthält Legierungen wie Chrom, Molybdän und Vanadium, die alle die Verschleißbeständigkeit dieses Stahls erhöhen. Neben den genannten Legierungen enthält 1.2360 / 1.2360 mod. einen hohen Kohlenstoffgehalt, der ihm eine hohe Härte verleiht.
1.2360 / 1.2360 mod. Stahl
X48CrMoV8-1-1/ X48CrMoV8-1 TECHNISCHE EIGENSCHAFTEN
Ist 1.2360 / 1.2360 mod. ein Messerstahl?
Diese Stahlgüte, auch als Chipper-Knife-Stahl bekannt, kann für Holzhacker-Messer, zum Zerkleinern von Holz und anderen faserigen Materialien benutzt werden, da die Messer und Klingen eine sehr gute Zähigkeit und Verschleißfestigkeit aufweisen. Ein Messer oder eine Klinge aus 1.2360 / 1.2360 mod. Stahl wird nicht für den täglichen Gebrauch in der Küche verwendet, sondern eher als Industrie- und Schwerlastmesser.
1.2360 / 1.2360 mod. Arbeitshärte
Die Arbeitshärte für 1.2360 / 1.2360 mod. liegt im Bereich von 50 – 60 HRC.
1.2360 / 1.2360 mod. Stahldichte
Typischerweise liegt die Dichte des 1.2360 / 1.2360 mod. bei 7,8 g/cm3 bei Raumtemperatur.
1.2360 / 1.2360 mod. Zugfestigkeit
1.2360 / 1.2360 mod. hat eine Zugfestigkeit von ca. 850 N/mm2 bei der Lieferung. Die Zugfestigkeit gibt die maximale Belastbarkeit an. Um diese Erkenntnisse zu gewinnen, wird ein Zugversuch durchgeführt, der zeigt wie viel Kraft erforderlich ist, um eine Probe zu strecken oder zu dehnen, bevor sie bricht.
1.2360 / 1.2360 mod. Streckgrenze
Die Streckgrenze gibt an, wie viel Spannung auf ein Material ausgeübt werden kann, bevor es sich plastisch verformt. Vor diesem Zeitpunkt kehrt es wieder in seine ursprüngliche Form zurück, sobald die Spannung vom Material genommen wird. Beim Passieren der Grenze verformt es sich dauerhaft oder bricht sogar.
1.2360 / 1.2360 mod. Zerspanbarkeit
Auf einer Skala, auf der 1 niedrig und 6 hoch ist, erhält der 1.2360 / 1.2360 mod. eine 3 für seine Zerspanbarkeit.
1.2360 / 1.2360 mod. Wärmeleitfähigkeit
Die folgende Tabelle zeigt die Wärmeleitfähigkeit von Werkzeugstahl 1.2360 / 1.2360 mod. bei verschiedenen Temperaturen an.
Wärmeleitfähigkeit
Wert W/(m*K)
Bei einer Temperatur von
26,1
20 °C
27,1
200 °C
28,6
400 °C
1.2360 / 1.2360 mod. Wärmeausdehnungskoeffizient
Die folgende Tabelle zeigt die Ausdehnung oder Kontraktion bei verschiedenen Temperaturen, die für Arbeiten bei hohen Temperaturen oder bei Arbeiten mit hohen Temperaturschwankungen, sehr wichtig sein können.
Mittlerer Wärmeausdehnungskoeffizient
Wert W/(m*K)
Bei einer Temperatur von
11,6
20 – 200 °C
11,3
68 – 400 °C
1.2360 / 1.2360 mod. Spezifische Wärmekapazität
Die spezifische Wärmekapazität von 1.2360 / 1.2360 mod. ist 0,460J/g- °C bei Raumtemperatur. Dieser Wert gibt an, wieviel Wärme benötigt wird, um eine bestimmte Menge an Material um 1 Kelvin zu erwärmen.
1.2360 / 1.2360 mod. Spezifischer elektrischer Widerstand
Den spezifischen elektrischen Widerstand können Sie der folgenden Tabelle entnehmen. Die elektrische Leitfähigkeit ist der Gegenwert des spezifischen elektrischen Widerstands.
Wert (Ohm*mm²)/m
Bei einer Temperatur von
0,19
20 °C
1.2360 / 1.2360 mod. Elastizitätsmodul (e-Modul)
Das Spannungs- und Dehnungsmodul bzw. Elastizitätsmodul (Youngscher Modul) für 1.2360 / 1.2360 mod. liegt bei 210 kN/mm2.
BESTELLEN SIE AUCH KLEINSTMENGEN – OHNE MINDESTBESTELLWERT!

1.2360 / 1.2360 mod. Stahl
X48CrMoV8-1-1/ X48CrMoV8-1 VERFAHREN
1.2360 / 1.2360 mod. Wärmebehandlung
Bei der Wärmebehandlung werden Werkstoffeigenschaften festgelegt. Daher sollte diese immer mit Bedacht durchgeführt werden. Es werden Eigenschaften wie Festigkeit, Zähigkeit, Oberflächenhärte und Temperaturbeständigkeit festgelegt, die wiederum die Lebensdauer von Bauteilen, Werkzeugen und Komponenten verlängern/verbessern können.
Zur Wärmebehandlung gehören das Lösungsglühen, Weichglühen, Normalisieren, Spannungsarmglühen aber auch das Anlassen, Härten und Abschrecken oder Vergüten
1.2360 / 1.2360 mod. Glühen
Nach der Warmbearbeitung und vor dem erneuten Aushärten sollte das Material geglüht werden.
Erwärmen Sie die Werkstücke mit einer Geschwindigkeit von höchstens 220 °C pro Stunde, bis eine Temperatur von 885 °C erreicht ist. Halten Sie diese Temperatur für 1 Stunde pro 25 mm Dicke, jedoch mindestens 2 Stunden lang.
Beenden Sie den Vorgang, indem Sie das Material im Ofen langsam in 10 °C Schritten pro Stunde auf 650 °C abkühlen. Danach weiter auf Raumtemperatur im Ofen oder an der Luft abkühlen.
1.2360 / 1.2360 mod. Spannungsarmglühen
Um Spannungen nach der Grobbearbeitung abzubauen, erhitzen Sie das Werkstück auf eine Temperatur von 650 °C und halten Sie diese 2 Stunden lang. Beenden Sie den Prozess mit einem langsamen Abkühlen im Ofen.
1.2360 / 1.2360 mod. Normalisieren
Normalisieren ist im Allgemeinen ein Prozess zur Verfeinerung der Mikrostruktur des Materials. Das Ergebnis der feineren Mikrostruktur ist eine verbesserte Kornstruktur und verbesserte mechanische Eigenschaften.
Der Normalisierungsprozess wird für diese Materialqualität nicht durchgeführt.
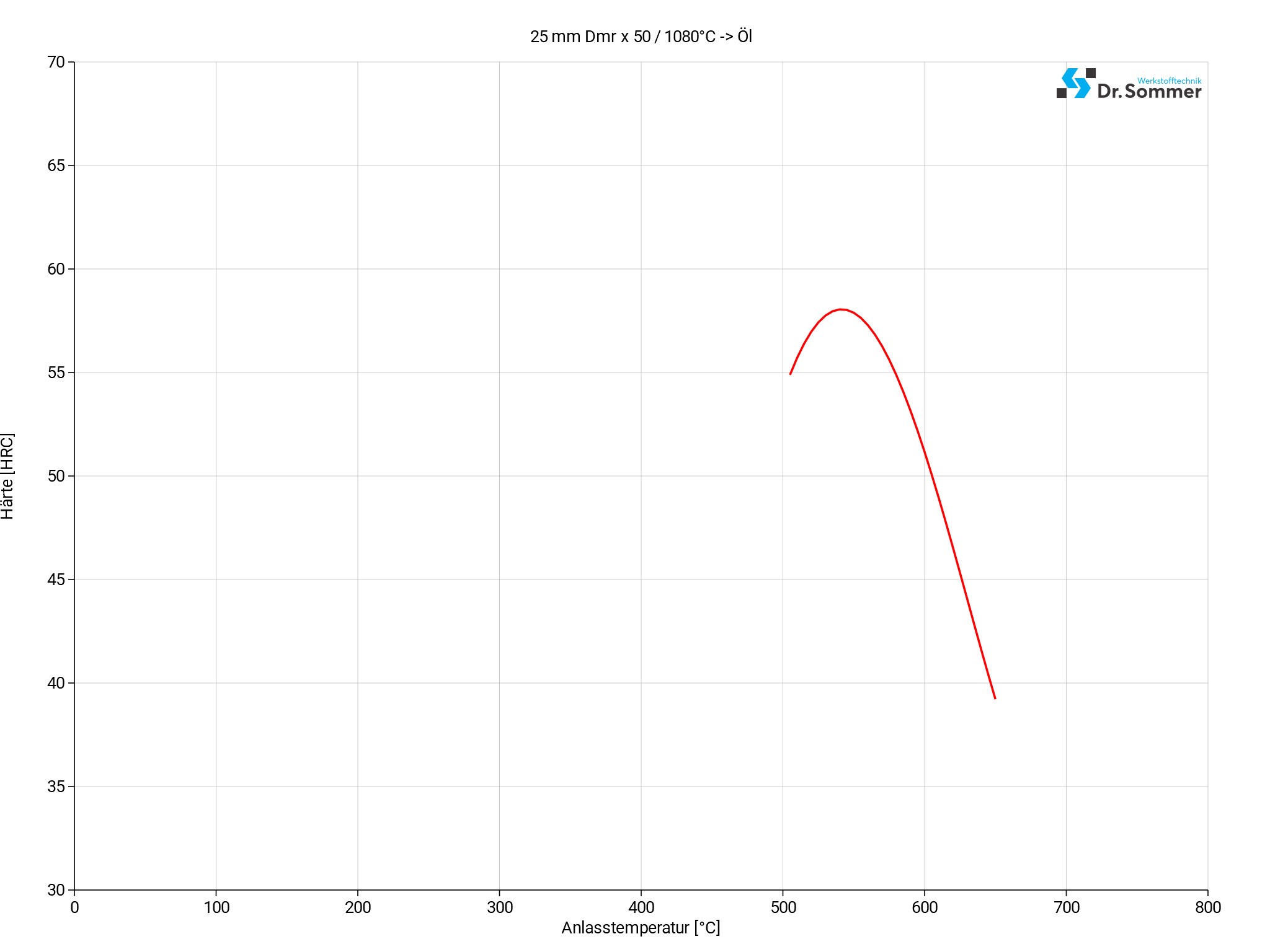
1.2360 / 1.2360 mod. Anlassen
1.2360 / 1.2360 mod. Werkstücke sofort nach dem Abschrecken in einem Temperaturbereich von 150 – 315 °C anlassen. 1 Stunde pro 25 mm Dicke, mindestens jedoch 2 Stunden, halten und an der Luft auf Raumtemperatur abkühlen lassen. Um Werkstücke doppelt anzulassen, verwenden Sie eine Temperatur von mindestens 480 °C.
Für Materialien, die zum Erodieren verwendet werden oder einen größeren Querschnitt als 152 mm haben, wird eine Haltezeit von 4 bis 6 Stunden dringend empfohlen.
1.2360 / 1.2360 mod. Härten
1.2360 / 1.2360 mod. langsam vorheizen. Im ersten Schritt auf 400 °C, dann auf 650 °C und weiter bis 850 °C. Fahren Sie mit der Austenitisierungstemperatur von 1030 – 1070 °C in einem Ofen oder in Salz fort und lassen Sie das Werkstück 30 Minuten lang, für die ersten 25 mm Dicke, und 15 Minuten lang für jede weiteren 25 mm Dicke einweichen.
1.2360 / 1.2360 mod. Tiefkühlbehandlung
Eine Behandlung unter Null kann die Verschleißfestigkeit des 1.2360 / 1.2360 mod. erhöhen, sowie die Dimensionsstabilität und Zähigkeit verbessern.
1.2360 / 1.2360 mod. Abschrecken
Größenveränderungen und/oder Verzerrungen können durch die Verwendung eines möglichst weichen Abschreckmediums vermieden werden. Nach dem Aushärten sofort abschrecken. Beim Abschrecken in Öl stellen Sie sicher, dass das Öl auf eine Temperatur von ca. 50 – 65 °C vorgewärmt wird.
• Warmbad (Werkstück auf ca. 550 °C abgekühlt)
• Luft
• Druckgas
• In Öl abschrecken, bis es bei etwa 482 °C schwarz wird, dann auf 66 – 51 °C in ruhiger Luft abkühlen.
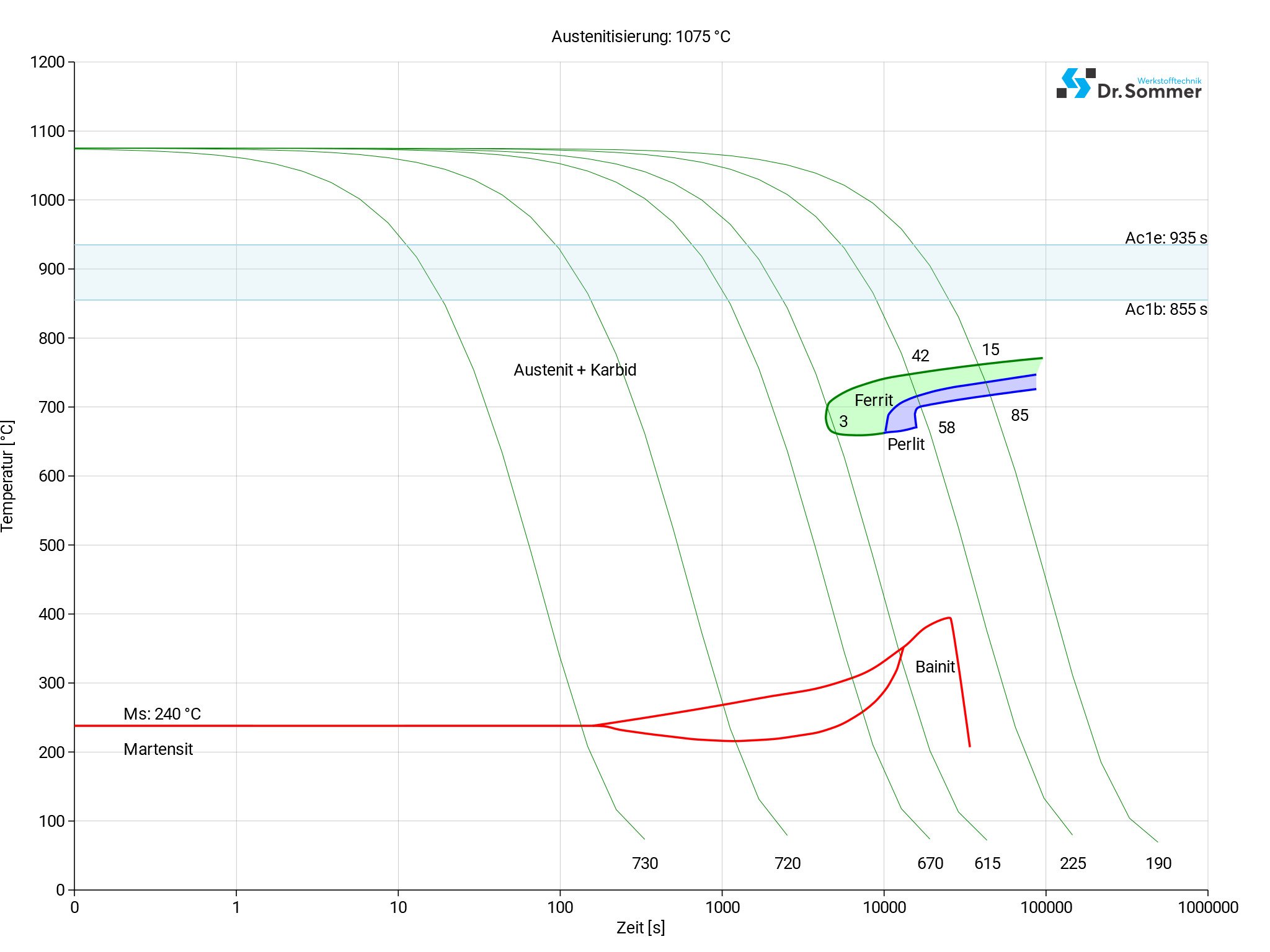
1.2360 / 1.2360 mod. Kontinuierliches ZTU-Diagramm
Dieses Diagramm zeigt Mikro-Veränderungen im Laufe der Zeit bei verschiedenen Temperaturen an. Diese sind bei der Wärmebehandlung wichtig, da sie Aufschluss über die optimalen Bedingungen für Prozesse wie Härten, Glühen und Normalisieren geben.
1.2360 / 1.2360 mod. Stahl
X48CrMoV8-1-1/ X48CrMoV8-1 OBERFLÄCHEN-BEHANDLUNG
1.2360 / 1.2360 mod. Stahl
X48CrMoV8-1-1/ X48CrMoV8-1 OBERFLÄCHEN-
BEHANDLUNG
1.2360 / 1.2360 mod. Nitrieren
Durch das Einbringen von Stickstoff in die Oberfläche wird die Härte und Verschleißfestigkeit verbessert und die Nutzungsdauer der Werkstücke verlängert.
1.2360 / 1.2360 mod. Aufkohlen
Durch diesen Prozess wird zusätzlicher Kohlenstoff in die Oberfläche eingebracht. Durch Abschrecken und Anlassen des Materials, nach dem Aufkohlen, wird die Oberflächenschicht hart und der Kern bleibt zäh.
1.2360 / 1.2360 mod. Karbonitrierung
Karbonitrieren führt Kohlenstoff und Stickstoff in die Oberfläche ein, was dem Material wiederum eine härtere Oberfläche, eine bessere Verschleißfestigkeit und eine längere Lebensdauer der Werkstücke gibt.
1.2360 / 1.2360 mod. Schwarze Oxidbeschichtung
In den meisten Fällen handelt es sich um eine dekorative Veredelung. Die Beschichtung des Materials mit einer schwarzen Oxidschicht sorgt auch für ein gewisses Maß an Korrosionsbeständigkeit.
1.2360 / 1.2360 mod. PVD- und CVD Verfahren
Bei beiden Verfahren wird das Material mit einer dünnen, harten Schicht überzogen. Der Prozess kann die Härte erhöhen, die Verschleißfestigkeit verbessern und die Reibung verringern.
• PVD – physikalische Gasphasenabscheidung
• CVD – chemische Gasphasenabscheidung
1.2360 / 1.2360 mod. Stahl
X48CrMoV8-1-1/ X48CrMoV8-1 BEARBEITUNG
Bei der Bearbeitung von 1.2360 / 1.2360 mod. ist Vorsicht geboten. Da es sich um einen lufthärtenden Stahl handelt, sollte das Entfernen des Materials zügig erfolgen. Bei der Bearbeitung kann erhebliche Hitze entstehen, wodurch das Material während der Bearbeitung aushärten kann.
1.2360 / 1.2360 mod. ist ein sehr hartes Material, für dessen Bearbeitung möglicherweise spezielle Werkzeuge erforderlich sind. Aufgrund der hohen Verschleißfestigkeit müssen die Werkzeuge möglicherweise häufiger gewechselt oder geschärft werden.
1.2360 / 1.2360 mod. Erodieren
1.2360 / 1.2360 mod. kann erodiert werden, auch wenn das Material teilweise extrem hart sein kann. Wie bei anderen Materialgüten können komplizierte Formen heraus erodiert werden, und da kein physischer Kontakt mit dem Material besteht, werden auch keine mechanischen Kräfte auf das Material ausgeübt. Erodieren ist eine gute Wahl für Werkstücke, die eine engere Toleranz oder eine bessere Oberflächengüte erfordern. Das Erodieren kann eine raue Oberfläche mit einer Recast-Schicht hinterlassen, die durch Schleifen und Polieren entfernt werden kann, andernfalls kann dies die Lebensdauer und Leistung der Werkstücke beeinträchtigen.
1.2360 / 1.2360 mod. Bearbeitungsaufmaß / Maßänderung
Wärmebehandlungen, Bearbeitungen oder Schmieden können zu Größenveränderungen, aber auch zu Phasenumwandlungen beim Abschrecken führen. Bei starker Erwärmung kann es durch Kriechen und Entkohlung zu Maßänderungen kommen. Da es sich um einen Kaltarbeitsstahl handelt, muss bei der Wärmebehandlung darauf geachtet werden, eine Überhitzung zu vermeiden. Ebenfalls sollte das richtige Abschreckmedium sowie die richtige Abschreckmethode berücksichtigt werden. Um innere Spannungen zu verringern, wird empfohlen, das Material vor- und nachzuwärmen.
1.2360 / 1.2360 mod. Schmieden
Erwärmen Sie die Werkstücke langsam auf eine Temperatur von 650 – 680 °C und erhöhen Sie die Temperatur dann gleichmäßig auf 1050 – 1100°C. Das Schmieden sollte oberhalb einer Temperatur von 1000 °C erfolgen, darf jedoch niemals unter 900 °C fallen. Die Werkstücke sollten langsam abgekühlt werden, um mögliche Risse zu vermeiden.
1.2360 / 1.2360 mod. Schweißen
1.2360 / 1.2360 mod. Stahl ist grundsätzlich nicht zum Schweißen geeignet.
1.2360 / 1.2360 mod. Stahl
X48CrMoV8-1-1/ X48CrMoV8-1
ANWENDUNGS-MÖGLICHKEITEN
1.2360 / 1.2360 mod. Stahl
X48CrMoV8-1-1/ X48CrMoV8-1
ANWENDUNGS-
MÖGLICHKEITEN
Der 1.2360 / 1.2360 mod. wird häufig aufgrund seiner Kombination aus Verschleißfestigkeit und Zähigkeit ausgewählt. Werkstücke sind Kräften wie Stößen und Schlägen sowie großem Verschleiß ausgesetzt, wie z. B. beim Fällen von Bäumen.
Anwendungsbeispiele
• Stempel, Matrizen und Formwerkzeuge: Bruch und Absplitterung bei der Verwendung des 1.2360 / 1.2360 mod. wird aufgrund seiner guten Verschleißfestigkeit und hervorragenden Zähigkeit verhindert. Bei Raumtemperatur lässt er sich z.B. beim Kaltstauchen leicht formen/verformen. Die Robustheit des 1.2360 / 1.2360 mod. verhindert das Splittern oder Reißen von Stempeln und Matrizen sowie die Verformung unter Druck.
• Messer, Klingen und Schneidwerkzeuge: Scher-, Schlitz- oder Schneidemesser und Klingen müssen eine gute Schneidhaltigkeit aufweisen, aber auch einigen Stößen standhalten können. Auch hier ist die Verschleißfestigkeit und Zähigkeit des 1.2360 / 1.2360 mod. wichtig.
• Schnittwerkzeuge
• Stanzwerkzeuge
• Prägewerkzeuge
• Umformwerkzeuge
• Pressengesenke
• Gesenkeinsätze
• Fließpressgesenke
• Armierungen
• Kaltfließpresswerkzeuge
• Röhrenwerkzeuge
• Schneidwerkzeuge
• Knüppelwarmscheren
• Walzgutscheren
• Schermesser für Bleche bis 15 mm Dicke
• Industriemesser
• Holzzerspanungsmesser
• Furniermesser


















