

1.2080 mod. Spannungsarmglühen
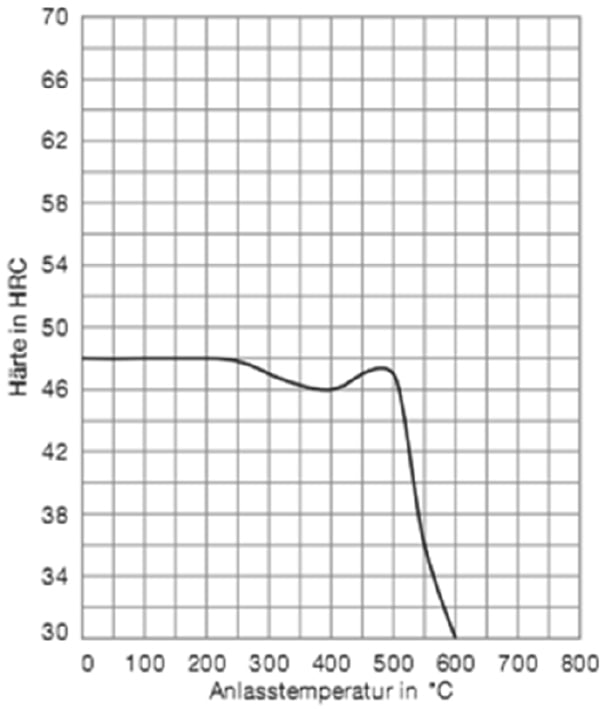
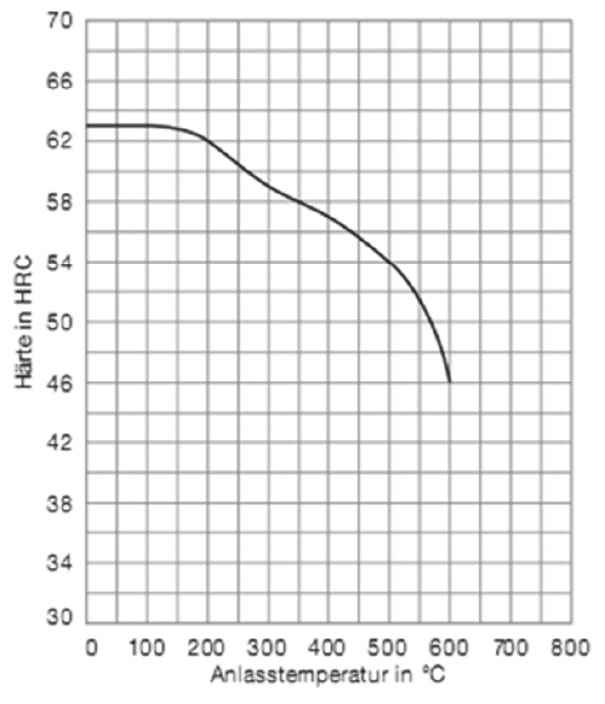
1.2080 mod. Anlassen
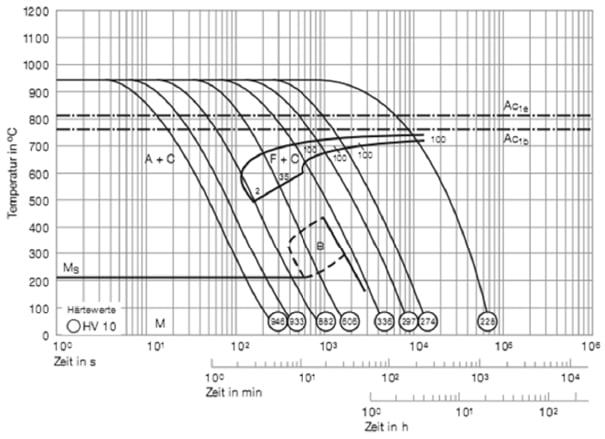
1.2080 mod. Kontinuierliches ZTU-Diagramm