Der 1.2083 Werkzeugstahl ist ein korrosionsbeständiger Kaltarbeitsstahl, der zu den Kunststoffformenstählen gehört. Mit seinem hohen Chromgehalt hat er eine sehr gute Korrosionsbeständigkeit (im gehärteten Zustand) und eine gute Verschleißfestigkeit.
Er lässt sich leicht bearbeiten und ist gut polierbar. Mit hoher Druckfestigkeit und hoher Verschleißfestigkeit eignet sich der verzugsarme Durchhärter für Spritzgießformen aller Art, bei denen eine gute Beständigkeit gegen chemisch aggressive Spritzgießmaterialien erforderlich ist.
Eigenschaften
Der Werkstoff 1.2083 ist ein Werkstoff mit guter Korrosionsbeständigkeit, Härte und Zähigkeit, der sich leicht bearbeiten lässt und gut auf Wärmebehandlung anspricht, was ihn für eine Vielzahl von Anwendungen wie Industriewerkzeuge und medizinische Instrumente ideal macht. Hochglanzpoliert findet er sogar seinen Weg in unsere Haushalte, beispielsweise für Besteck.
• Hohe Härteannahme • Gute Verschleißfestigkeit • Gut zerspanbar • Gut erodierbar • Ätzbar • Sehr gut polierbar
• Verzugsarmer Durchhärter • Nitrieren ist nicht üblich • Bedingt säurebeständig • Bei höchsten Anforderungen an die Polierbarkeit sollte die ESU-Ausführung verwendet werden
Anwendungsmöglichkeiten
Der 1.2083 kann für Anwendungen benutzt werden, die einen Korrosionsschutz benötigen, wie z. B. für das Formen von korrosiven Materialien wie PVC, Acetaten, für Formen die feuchten Arbeitsbedingungen ausgesetzt sind, sowie für chirurgische und zahnmedizinische Instrumente und Werkzeuge.
Anwendungen, bei denen eine gute Verschleißfestigkeit gefragt ist, z. B. für das Formen von abrasiven Materialien.
Anwendungen, die eine hohe Oberflächenbeschaffenheit benötigen, z. B. für die Herstellung optischer Teile wie Linsen für Kameras und Sonnenbrillen, sowie für medizinische Behälter.
Ja, der 1.2083 ist ein Edelstahl. Um als Edelstahl eingestuft zu werden, muss das Material mindestens 10,5 % Chrom enthalten, der 1.2083 hat 12,5 – 14,5 % Chrom.
Ist 1.2083 korrosionsfrei?
Mit einem Massenanteil von 12,5 – 14,5 % Chrom ist der Werkzeugstahl 1.2083 korrosionsbeständig.
1.2083 Allgemeine Korrosionsbeständigkeit
1.2083 ist korrosionsbeständig in Wasser, Dampf, milden organischen Säuren, verdünnten Lösungen von Nitraten, Karbonaten und anderen Salzen.
Ist der 1.2083 magnetisierbar?
Ja, der 1.2083 ist generell magnetisch und im gehärteten Zustand sogar noch stärker als im geglühten Zustand. Diese Stahlgüte ist für die Magnetspanntechnik geeignet.
1.2083 Kaltarbeit
Die Kaltumformung von 1.2083 muss sorgfältig durchgeführt werden, um Rissbildung zu vermeiden. Die Kaltbearbeitung dieses Materials kann seine Härte und Festigkeit erhöhen.
1.2083 Verschleißbeständigkeit
Der 1.2083 erhält auf einer Skala, auf der 1 niedrig und 6 hoch ist, eine 4 für seine Verschleißbeständigkeit.
1.2083 TECHNISCHE EIGENSCHAFTEN
Ist Werkzeugstahl 1.2083 ein Messerstahl?
Ja, Werkstoff 1.2083 kann für die Herstellung von Messern verwendet werden. Aufgrund seiner Zähigkeit, Korrosionsbeständigkeit und Schneidhaltigkeit eignet sich der 1.2083 für die Messerherstellung. Obwohl diese Stahlgüte eine gute Korrosionsbeständigkeit aufweist, verlängert regelmäßige Wartung, Reinigung und Trocknung die Lebensdauer und Leistung der Messer, die aus dieser Güte hergestellt wurden.
1.2083 Arbeitshärte
Die Arbeitshärte für Werkzeugstahl 1.2083 liegt in einem Bereich von 50 – 55 HRC.
1.2083 Stahldichte
Die Dichte von Werkzeugstahl 1.2083 liegt bei einer Temperatur von 20 °C bei einem Wert von 7,8 g/cm³.
1.2083 Zugfestigkeit
Der Werkzeugstahl 1.2083 hat bei der Auslieferung eine Zugfestigkeit von ca. 815 N/mm2. Um diesen Wert zu erreichen, wird ein Zugversuch durchgeführt, der zeigt, wieviel Kraft erforderlich ist, um eine Probe zu strecken oder zu dehnen, bevor sie bricht.
1.2083 Streckgrenze
Die Streckgrenze gibt an, wieviel Belastung erforderlich ist, um eine plastische Verformung herbeizuführen und wann der Punkt erreicht ist, an dem das Material nicht mehr in seine ursprüngliche Form zurückkehrt, nachdem die Belastung entfernt wurde. Es bleibt dann entweder in der fehlgeformten Form oder bricht.
Die Streckgrenze für diesen Werkzeugstahl liegt bei 1600 N/mm2.
1.2083 Wärmeleitfähigkeit
Die Wärmeleitfähigkeit für Werkstoff 1.2083 bei einer Temperatur von 23 °C liegt bei 22,6 W/(m*K).
Wärmeleitfähigkeit
Wert W/(m*K)
Temperatur
22,6
23 °C
24,0
150 °C
24,6
300 °C
24,9
350 °C
24,4
400 °C
23,7
500 °C
1.2083 Wärmeausdehnungskoeffizient
Die folgende Tabelle zeigt die Ausdehnung bzw. Kontraktion bei verschiedenen Temperaturen, was für Arbeiten bei hohen Temperaturen oder bei starken Temperaturschwankungen sehr wichtig sein kann.
Mittlerer Wärmeausdehnungskoeffizient
Wert 10-6m/(m*K)
Bei einer Temperatur von
11,1
20 – 100 °C
11,6
20 – 200 °C
12,0
20 – 300 °C
12,3
20 – 350 °C
12,4
20 – 400 °C
12,5
20 – 450 °C
12,6
20 – 500 °C
1.2083 Spezifische Wärmekapazität
Die spezifische Wärmekapazität von 1.2083 liegt bei 0,46 J/g*K bei Raumtemperatur. Dieser Wert zeigt an, wieviel Wärme benötigt wird, um eine bestimmte Materialmenge um 1 Kelvin zu erwärmen.
1.2083 Spezifischer elektrischer Widerstand
Die folgende Tabelle zeigt den spezifischen elektrischen Widerstand von 1.2083.
Spezifischer elektrischer Widerstand
Wert (Ohm*mm2)/m
Bei einer Temperatur von
0,6
20 °C
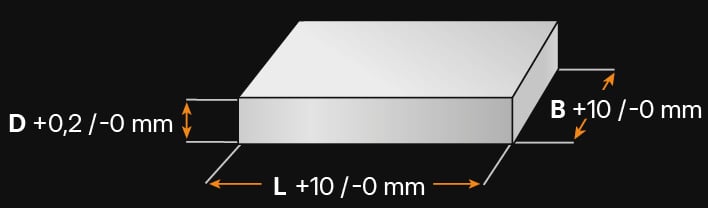
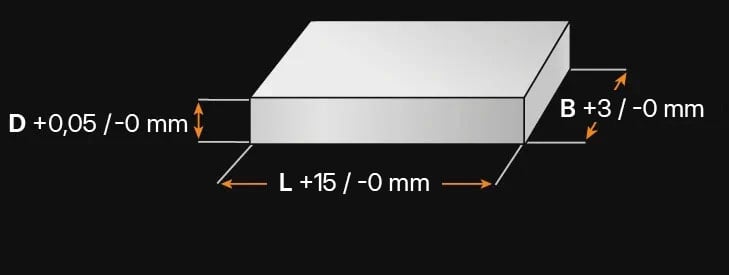
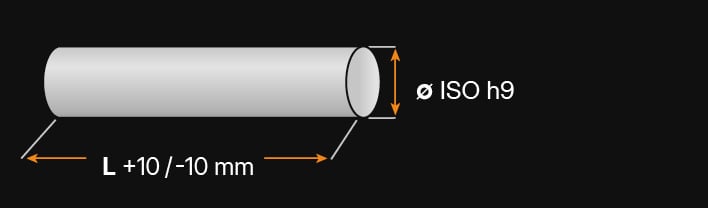
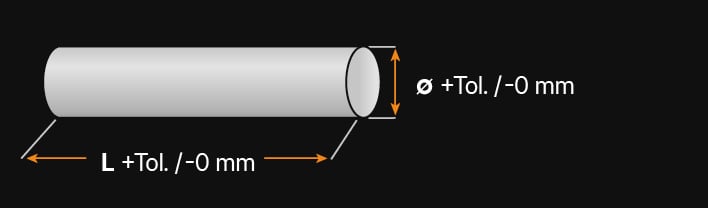
HART-PRÄZ® BEREITS GEHÄRTETE ABMESSUNGEN IN 250 mm UND 500 mm LÄNGE!
1.2083 VERFAHREN
1.2083 Wärmebehandlung
Bei der Wärmebehandlung werden Werkstoffeigenschaften festgelegt. Daher sollte diese immer mit Bedacht durchgeführt werden. Es werden Eigenschaften wie Festigkeit, Zähigkeit, Oberflächenhärte und Temperaturbeständigkeit festgelegt, die wiederum die Lebensdauer von Bauteilen, Werkzeugen und Komponenten verlängern/verbessern können.
Zur Wärmebehandlung gehören das Lösungsglühen, Weichglühen, Normalisieren, Spannungsarmglühen aber auch das Anlassen, Härten und Abschrecken oder Vergüten.
1.2083 Glühen
Das Material gleichmäßig auf 890 °C erhitzen. Danach langsam im Ofen auf 650 °C abkühlen und anschließend an der Luft auf Raumtemperatur weiter abkühlen.
1.2083 Spannungsarmglühen
Nach der Bearbeitung von 1.2083 wird das Material gleichmäßig auf 650 °C erhitzt und 2 Stunden lang gehalten. Danach im Ofen auf 500 °C und dann weiter an der Luft abkühlen.
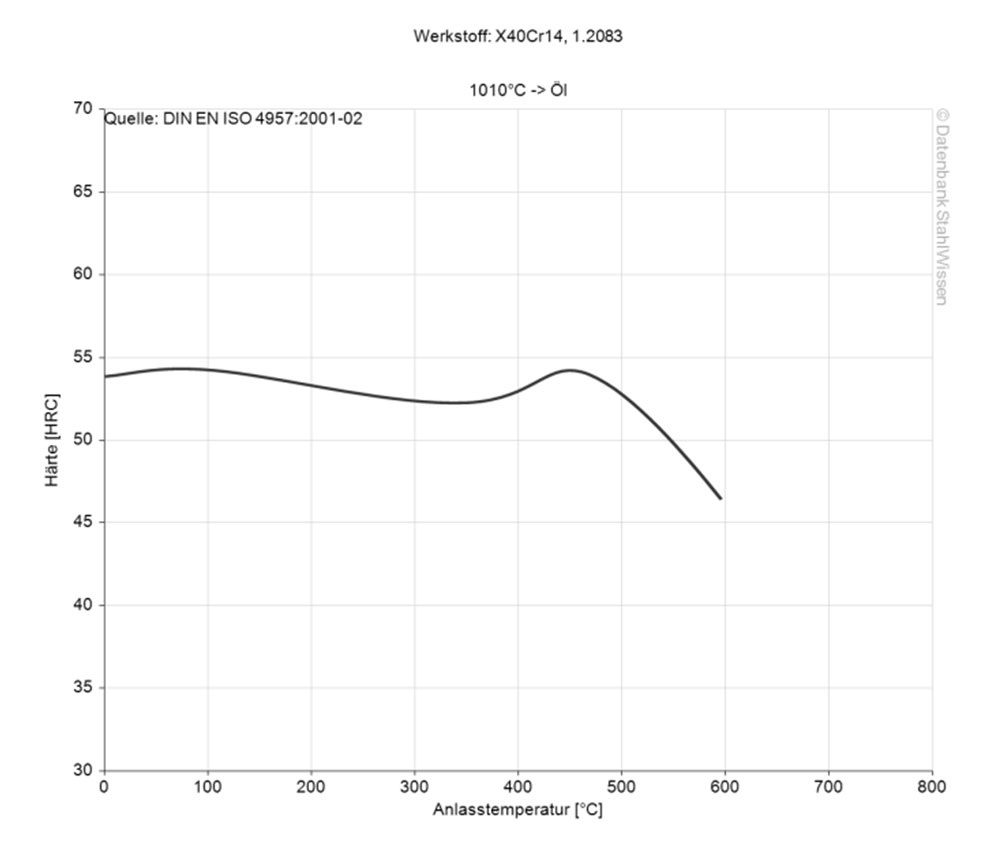
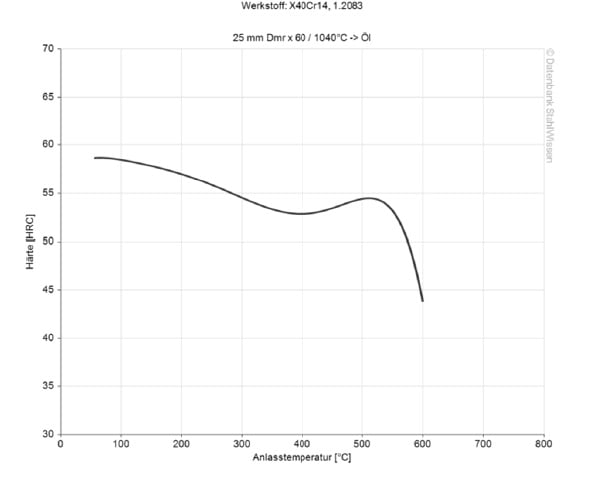
1.2083 Anlassen
Wählen Sie die gewünschte Anlasstemperatur, lassen Sie das Material zweimal an und kühlen Sie es zwischen dem 1. und 2. Anlassen auf Raumtemperatur ab.
Die Anlasstemperatur sollte nicht unter 250 °C fallen und mindestens 2 Stunden auf der gewählten Temperatur gehalten werden. Die Temperatur von 250 °C wird empfohlen, um die beste Kombination aus Härte, Zähigkeit und Korrosionsbeständigkeit zu erreichen.
Zum Austenitisieren wird der 1.2083 Werkstoff auf eine Temperatur von 1010 – 1067 °C erhitzt.
1.2083 Abschrecken
Kühlen Sie das Material schnell ab, um die besten Eigenschaften für Ihre Werkzeuge zu erhalten, aber achten Sie darauf, dass die Abkühlungsgeschwindigkeit nicht übermäßig schnell erfolgt, damit das Material nicht verformt wird oder Risse bekommt.
Anschließend sollten die Teile sofort angelassen werden, wenn sie eine Temperatur von 50 – 70 °C erreicht haben.
• Wirbelbett oder Salzbad bei 250 – 550 °C , dann erfolgt die Abkühlung im Luftstrom
• Vakuum mit ausreichendem Überdruck
• Warmes Öl, ca. 80 °C
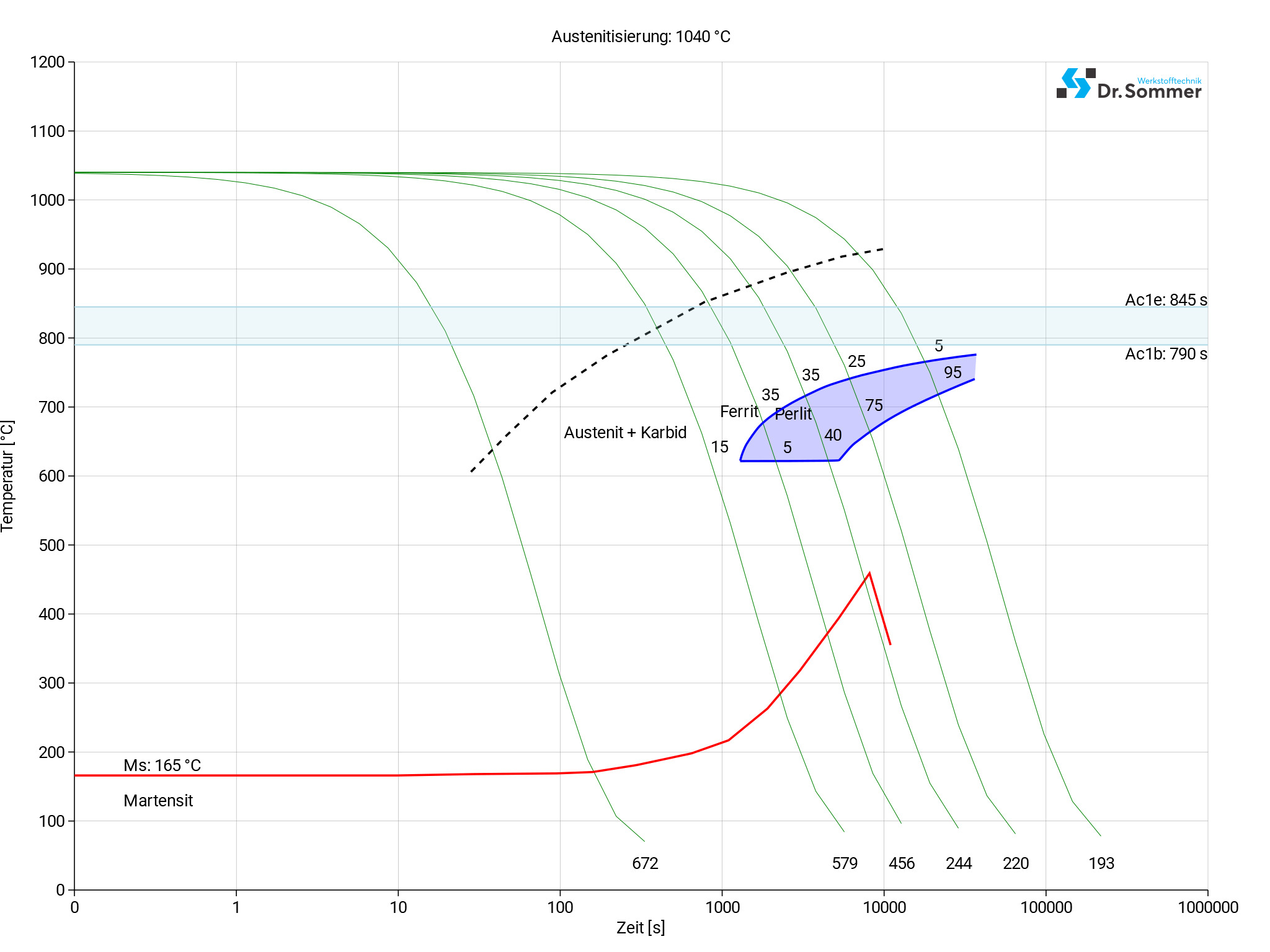
1.2083 Kontinuierliches ZTU-Diagramm
Dieses Diagramm zeigt Mikro-Veränderungen im Laufe der Zeit bei verschiedenen Temperaturen an. Diese sind bei der Wärmebehandlung wichtig, da sie Aufschluss über die optimalen Bedingungen für Prozesse wie Härten, Glühen und Normalisieren geben.
Bei der Passivierung wird freies Eisen von der Oberfläche entfernt, indem die Oberfläche mit einer Säurelösung, wie Zitronen- oder Salpetersäure, behandelt wird. Durch das Passivieren entsteht eine schützende Oxidschicht, die die Korrosionsbeständigkeit dieses Werkstoffes erhöht.
1.2083 Polieren
1.2083 Werkzeugstahl kann auf eine ausgezeichnete Oberflächenqualität poliert werden. Durch das Polieren verringert sich die Reibung, verbessert sich die Oberflächenqualität und es erhöht das ästhetische Erscheinungsbild.
1.2083 Kunststoffformenstahl PVD- and CVD-Verfahren
Bei der PVD- und CVD-Beschichtung wird eine harte Schicht, z. B. TiN (Titannitrid), aufgebracht, um die Verschleißfestigkeit und Härte des Materials zu verbessern.
• PVD – physikalische Gasphasenabscheidung
• CVD – chemische Gasphasenabscheidung
1.2083 Galvanische Beschichtung
Bei diesem Verfahren wird eine Metallschicht, z. B. Nickel oder Chrom, auf die Metalloberfläche aufgebracht, um sie korrosionsbeständiger zu machen, Reibung zu verringern oder einen dekorativen Effekt zu erzielen.
1.2083 Texturieren
Die Texturierung erzeugt ein Muster auf der Materialoberfläche, das ästhetischen Zwecken dient, aber auch funktionell sein kann, um Schmiermittel zurückzuhalten, die Griffigkeit des Werkstücks oder die elektrische und thermische Leitfähigkeit zu verbessern.
1.2083 BEARBEITUNG
1.2083 Erodieren
Da es sich hier um ein hartes Material handelt, können konventionelle Bearbeitungsmethoden eine Herausforderung darstellen und zu übermäßigem Werkzeugverschleiß führen. Da beim Erodieren kein direkter Kontakt zum Material besteht, ist der Werkzeugverschleiß an sich kein Problem, obwohl Elektroden regelmäßig ausgetauscht werden müssen. Das Erodieren wird häufig für harte Werkstoffe, komplexe Formen, enge Toleranzen und eine gute Oberflächenbeschaffenheit der Teile eingesetzt.
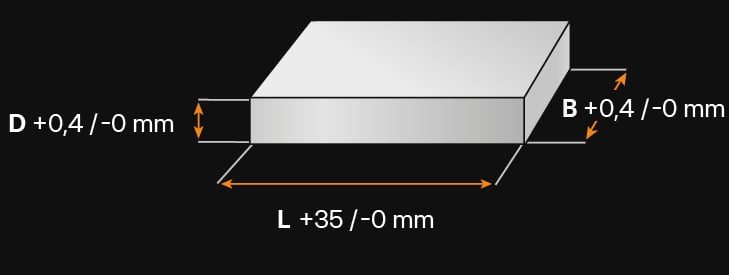
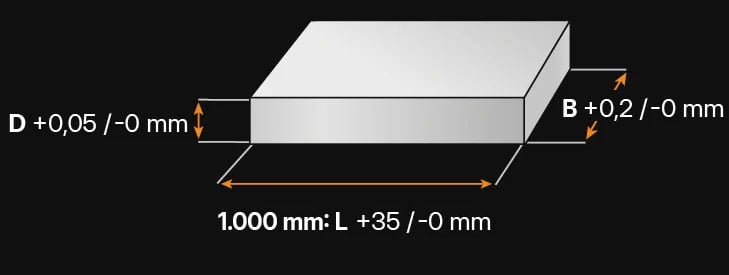
1.2083 Maßänderungen
Wie bei allen Metallen kann sich auch der 1.2083 beim Erwärmen ausdehnen und beim Abkühlen zusammenziehen. Auch Phasenwechsel können zu Maßänderungen führen und je nach Temperatur, Art der Maschinen und Kühlmedien, die beim Härten und Anlassen verwendet werden, können Maßänderungen unterschiedlich ausfallen.
1.2083 Tiefkühlbehandlung
Die Tiefkühlbehandlung des 1.2083 kann Restaustenit in Martensit umwandeln und Eigenschaften wie die Maßhaltigkeit dieses Werkstoffs verbessern.
1.2083 Schweißen
Das Schweißen sollte wegen der hohen Rissgefahr möglichst vermieden werden.
Sollte Schweißen unumgänglich sein, erhitzen Sie das Material auf 200 – 250 °C und halten Sie es auf dieser Temperatur, um Rissbildung zu vermeiden. Nach dem Schweißen das gehärtete Material bei 10 – 20 °C unter der ursprünglichen Anlasstemperatur anlassen. Weichgeglühtes Material sollte in einer geschützten Atmosphäre auf 890 °C gleichmäßig erwärmt werden. Danach im Ofen mit 20 °C pro Stunde auf 850 °C und dann mit 10 °C pro Stunde auf 700 °C abkühlen. Von dort aus kann das Material weiter an der Luft abgekühlt werden.
Es sollten Schweißzusätze mit der gleichen Zusammensetzung wie das Grundmetall verwendet werden.
1.2083 Stahl X40Cr14 ANWENDUNGSMÖGLICHKEITEN
1.2083 Stahl X40Cr14 ANWENDUNGS- MÖGLICHKEITEN
Der 1.2083 kann für Anwendungen benutzt werden, die einen Korrosionsschutz benötigen, wie z. B. für das Formen von korrosiven Materialien wie PVC, Acetaten, für Formen die feuchten Arbeitsbedingungen ausgesetzt sind, sowie für chirurgische und zahnmedizinische Instrumente und Werkzeuge.
Anwendungen, bei denen eine gute Verschleißfestigkeit gefragt ist, z. B. für das Formen von abrasiven Materialien.
Anwendungen, die eine hohe Oberflächenbeschaffenheit benötigen, z. B. für die Herstellung optischer Teile wie Linsen für Kameras und Sonnenbrillen, sowie für medizinische Behälter.
Konkrete Anwendungsbeispiele
• Maschinenbau allgemein
• Medizintechnik
• Kunststoffformen
• Kunstharzpresswerkzeuge
• Druckgießwerkzeuge
• Leichtmetalldruckguss
• Schneidwerkzeuge
• Maschinenmesser
• Küchenmesser
• Rasiermesser
• Scheren
• Schaberklingen
• Chirurgische Instrumente
• Messwerkzeuge
• Wälzlager
• Kugellager
• Schlittschuhe
• Pumpenteile
• Ventile
1.2083 Stahl X40Cr14 FAZIT
Der Werkstoff 1.2083 ist ein Werkstoff mit guter Korrosionsbeständigkeit, Härte und Zähigkeit, der sich leicht bearbeiten lässt und gut auf Wärmebehandlung anspricht, was ihn für eine Vielzahl von Anwendungen wie Industriewerkzeuge und medizinische Instrumente ideal macht. Hochglanzpoliert findet er sogar seinen Weg in unsere Haushalte, für beispielsweise für Besteck.
• Hohe Härteannahme
• Gute Verschleißfestigkeit
• Gut zerspanbar
• Gut erodierbar
• Ätzbar
• Sehr gut polierbar
• Verzugsarmer Durchhärter
• Nitrieren ist nicht üblich
• Bedingt säurebeständig
• Bei höchsten Anforderungen an die Polierbarkeit sollte die ESU-Ausführung verwendet werden
1.2083 Stahl X40Cr14 ALTERNATIVEN
Suchen Sie eine alternative Stahlgüte?
WIR HABEN DIE LÖSUNG! Mit dem ABRAMS STAHLBERATER® erhalten Sie mit nur wenigen Klicks, eine alternative oder gleichwertige Stahlgüte.
Die hier dargestellten Daten wurden mit größter Sorgfalt zusammengestellt und werden regelmäßig hinsichtlich ihrer inhaltlichen Richtigkeit und Vollständigkeit aktualisiert. Der Inhalt dient lediglich der Orientierung und stellt keine Zusicherung spezifischer Eigenschaften des beschriebenen Produkts oder eine Zusicherung der Eignung für einen bestimmten Zweck dar. Alle bereitgestellten Informationen werden nach bestem Wissen und Gewissen bereitgestellt und es wird keine Haftung für Handlungen Dritter im Vertrauen auf diese Informationen übernommen. ABRAMS Industries® behält sich das Recht vor, die hier bereitgestellten Informationen ganz oder teilweise ohne vorherige Ankündigung zu ändern oder zu ergänzen.