



1.2358 – AUF EINEN BLICK
Was für ein Stahl ist 1.2358?
Der 1.2358 (60CrMoV18-5) ist ein vergüteter mittellegierter Werkzeugstahl mit dem Schwerpunkt Kaltarbeit. Er kann bei geringer Temperaturbelastung auch für Warmarbeitswerkzeuge eingesetzt werden. Wegen seiner hohen Verschleißfestigkeit und hohen Schlagzähigkeit wird dieser Werkstoff zur Fertigung von Kunststoffformen, Umformwerkzeugen und Prägewerkzeugen etc. gewählt.
Eigenschaften
• Vergüteter Werkzeugstahl
• Schwerpunkt Kaltarbeit
• Hohe Schlagzähigkeit
• Hohe Verschleißbeständigkeit
• Randschichthärtbar
• Gut durchhärtbar
• Hohe Maßbeständigkeit
• Gut polierbar
• Gut schweißbar
• Fotoätzbar
• Bei hoher Relevanz der vorhergegangenen Eigenschaften kann er ein Substitut für den 1.2379, 1.2436 und 1.2083 mod. sein
Anwendungsmöglichkeiten
Mit seiner hohen Präzision, Härte und Zähigkeit und mit anderen hervorragenden Eigenschaften kann der 1.2358 vielseitig für anspruchsvolle Anwendungen eingesetzt werden.
Konkrete Anwendungsbeispiele:
• Schneidwerkzeuge bei segmentierten Schnitten
• Scherenmesser
• Umformwerkzeuge
• Kaltumformwerkzeuge
• Tiefziehwerkzeuge
• Kaltfließpresswerkzeuge
• Biegewerkzeuge
• Walzen
• Prägewerkzeuge
• Formpresswerkzeuge
• Kunststoffformen
• Warmarbeitswerkzeuge bei geringer Temperaturbelastung
1.2358 Stahl
60CrMoV18-5 RICHTWERTE
Zusammensetzung – Chemische Analyse:
| C | Si | Mn | P | S | Cr | Mo | V |
|---|---|---|---|---|---|---|---|
| 0,58 - 0,62 | 0,2 - 0,5 | 0,7 - 0,9 | 0,0 - 0,03 | 0,0 - 0,03 | 4,3 - 4,7 | 0,4 - 0,6 | 0,2 - 0,3 |
Chemische Bezeichnung:
60CrMoV18-5
Arbeitshärte:
ca. 33 HRC (Lieferzustand) bis 60 HRC
Lieferzustand:
max. 325 HB
1.2358 Stahl
60CrMoV18-5
PHYSIKALISCHE EIGENSCHAFTEN
Zu welcher Stahlgruppe gehört 1.2358?
• Werkzeugstahl
• Kunststoffformenstahl
• Kaltarbeitsstahl
• Warmarbeitsstahl
Ist 1.2358 ein Edelstahl?
Der 1.2358 ist kein Edelstahl im klassischen Sinn, um als solcher eingestuft zu werden muss ein Stahl einen Massenanteil von mindestens 10,5 % enthalten.
Ist 1.2358 korrosionsbeständig?
Um korrosionsbeständig zu sein, muss ein Werkstoff mindestens 10,5 % Chrom enthalten. Mit einem Massenanteil von 4,3 – 4,7 % Chrom, hat der 1.2358 eine gewisse Korrosionsbeständigkeit, ist aber nicht vollständig Korrosionsbeständig wie beispielsweise ein Edelstahl.
Ist 1.2358 magnetisierbar?
Als ferromagnetisches Material kann der 1.2358 magnetisiert werden und zur Bearbeitung, wie z.B. zum Fräsen oder Schleifen, auf eine Magnetplatte aufgespannt werden.
Wie ist die Verschleißbeständigkeit von 1.2358?
Der 1.2358 erhält auf einer Skala, auf der 1 niedrig und 6 hoch ist, eine 5 für seine Verschleißbeständigkeit.
1.2358 Stahl
60CrMoV18-5 TECHNISCHE EIGENSCHAFTEN
Ist ein 1.2358 Messerstahl?
Der Werkstoff 1.2358 hat Eigenschaften die für Messer geeignet sind, wie z.B. seine Korrosionsbeständigkeit, Härte, Zähigkeit und Verschleißfestigkeit, er wird aber typischerweise nicht als Messerstahl angewandt. Durch seine hohe Härte kann das Schleifen der Schneidkante schwer werden und seine Korrosionsbeständigkeit ist niedriger als bei Edelstählen, die für Messer angewendet werden.
1.2358 Arbeitshärte
Die Arbeitshärte für Werkzeugstahl 1.2358 liegt bei ca. 33 HRC (Lieferzustand) bis 60 HRC.
1.2358 Stahldichte
Die Dichte von Werkzeugstahl 1.2358 liegt bei einer Temperatur von 20 °C bei einem Wert von 7,77 g/cm³.
1.2358 Zugfestigkeit
Die Zugfestigkeit für Werkzeugstahl 1.2358 beträgt ca. 1100 N/mm2. Dieser Wert ist das Ergebnis eines Zugversuchs, der zeigt, wieviel Kraft erforderlich ist, bevor das Material beginnt, sich zu dehnen oder zu strecken, bevor es bricht.
1.2358 Zerspanbarkeit
Der 1.2358 erhält für seine Zerspanbarkeit, auf einer Skala auf der 1 niedrig und 6 hoch ist, eine 3.
1.2358 Wärmeleitfähigkeit
Die folgende Tabelle zeigt die Wärmeleitfähigkeit von Werkzeugstahl 1.2358 bei verschiedenen Temperaturen an.
Wärmeleitfähigkeit
Wert vergütet
10-6m/(m*K)
Bei einer Temperatur von
19,4
20 °C
24,6
350 °C
26,3
700 °C
1.2358 Wärmeausdehnungskoeffizient
Die folgende Tabelle zeigt die Ausdehnung oder Kontraktion bei verschiedenen Temperaturen, die für Arbeiten bei hohen Temperaturen oder mit hohen Temperaturschwankungen sehr wichtig sein können.
Mittlerer Wärmeausdehnungskoeffizient
Wert 10-6m/(m*K)
Bei einer Temperatur von
11,5
20 – 100 °C
11,8
20 – 200 °C
12,4
20 – 300 °C
12,8
20 – 400 °C
1.2358 Spezifische Wärmekapazität
Die spezifische Wärmekapazität von 1.2358 liegt bei 0,46 J/kg*K bei Raumtemperatur. Dieser Wert zeigt an, wieviel Wärme benötigt wird, um eine bestimmte Materialmenge um 1 Kelvin zu erwärmen.
1.2358 Elastizitätsmodul (e-Modul)
Das Spannungs- und Dehnungsmodul, bzw. das Elastizitätsmodul (Youngscher Modul), für 1.2358 liegt bei 194 kN/mm2.
BIS ZU 40% WENIGER MATERIALEINSATZ – DAS IST €CO-PRÄZ®!

1.2358 Stahl
60CrMoV18-5 VERFAHREN
1.2358 Wärmebehandlung
Bei der Wärmebehandlung werden Werkstoffeigenschaften festgelegt. Daher sollte diese immer mit Bedacht durchgeführt werden. Es werden Eigenschaften wie Festigkeit, Zähigkeit, Oberflächenhärte und Temperaturbeständigkeit festgelegt, die wiederum die Lebensdauer von Bauteilen, Werkzeugen und Komponenten verlängern/verbessern können.
Zur Wärmebehandlung gehören das Lösungsglühen, Weichglühen, Normalisieren, Spannungsarmglühen, aber auch das Anlassen, Härten und Abschrecken oder Vergüten.
1.2358 Weichglühen
Zum Weichglühen wird der Werkzeugstahl 1.2358 gleichmäßig auf eine Temperatur von 820 – 860 °C erhitzt und zum Abschluss im Ofen abgekühlt.
1.2358 Spannungsarmglühen
Der Werkstoff 1.2358 wird gleichmäßig auf 600 – 650 °C erwärmt und 1 – 2 Stunden gehalten. Das Werkstück wird dann zum Abschluss im Ofen abgekühlt.
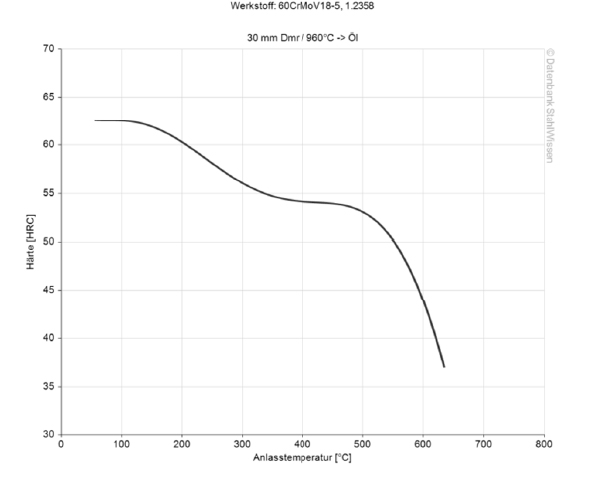
1.2358 Anlassen
Zum Anlassen wird der 1.2358 gleichmäßig auf eine ausgewählte Temperatur erwärmt. Die Haltezeit ist mindestens 2 Stunden, oder je 20 mm 1 Stunde. Danach wird das Material langsam im Ofen oder an der Luft abgekühlt.
1.2358 Härten
Zum Härten wird der Werkstoff gleichmäßig auf eine Temperatur von 950 – 980 °C erhitzt und ca. 15 – 30 Minuten gehalten und danach abgeschreckt.
1.2358 Induktionshärten (Randschichthärten)
Das Induktionshärten ist eine schnelle, punktuelle und gezielte Erwärmung der Oberfläche eines Werkstücks. Dabei wird die Oberfläche durch den elektrischen Widerstand des Werkstoffs mittels Induktion (elektrischer Wechselspannung) erwärmt.
Mit verschiedenen Induktoren wird die Materialoberfläche fokussiert erhitzt und damit gezielte Bereiche des Werkstücks gehärtet. So können hochbeanspruchte Bereiche, und auch komplizierte Geometrien, gehärtet werden.
Nach dem Induktionshärten wird das Material direkt abgeschreckt.
1.2358 Flammhärten (Randschichthärten)
Beim Flammhärten wird die Oberfläche punktuell oder in ihrer Gesamtheit durch ein Gas-Sauerstoff-Gemisch auf Härtetemperatur erhitzt und im Anschluss direkt abgeschreckt.
Danach wird das so gehärtete Werkstück, zur Einstellung der Oberflächenhärte und zum Abbau innerer Spannungen, angelassen.
1.2358 Abschrecken
Das Abschrecken des Werkstoffs 1.2358 kann in den folgenden Medien vorgenommen werden:
• Öl
• Druckgas (N2)
• Luft
• Warmbad (500 – 550 °C)
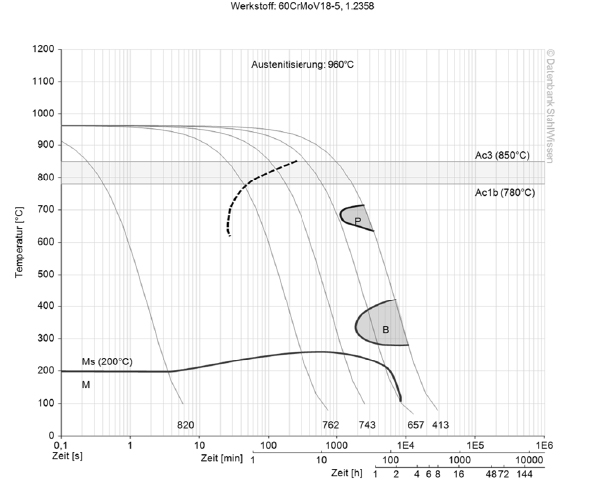
1.2358 Kontinuierliches ZTU-Diagramm
Dieses Diagramm zeigt Mikro-Veränderungen im Laufe der Zeit bei verschiedenen Temperaturen an. Diese sind bei der Wärmebehandlung wichtig, da sie Aufschluss über die optimalen Bedingungen für Prozesse wie Härten, Glühen und Normalisieren geben.
1.2358 Stahl
60CrMoV18-5 OBERFLÄCHENBEHANDLUNG
1.2358 Stahl
60CrMoV18-5 OBERFLÄCHEN-
BEHANDLUNG
Die Wahl der Oberflächenbehandlung hängt von den Anforderungen, der Umgebung in der die Werkstücke/Werkzeuge gebraucht werden, den benötigten Eigenschaften und der zu erwartenden Belastungen ab.
Zur Verbesserung seiner Leistung und Lebensdauer können die folgenden Oberflächenbehandlungen bei dem 1.2358 angewendet werden.
1.2358 Nitrieren
Beim Nitrieren wird Stickstoff in die Materialoberfläche diffundiert, um ihr eine erhöhte Oberflächenhärte, bessere Verschleißfestigkeit und Korrosionsbeständigkeit zu geben.
1.2358 Plasmanitrieren
Beim Plasmanitrieren diffundiert Stickstoff in die Oberfläche und bildet dabei Nitride. Durch eine gleichmäßigere Glimmentladung wird eine gleichbleibende Härte auch bei komplexen Werkstücken erreicht. Das Plasmanitrieren verbessert die Verschleißwiderstand, die Abriebfestigkeit, Dauerfestigkeit und den Widerstand gegen eine Reibverschweißung.
Im Anschluss zum Plasmanitrieren kann der Werkstoff 1.2358 auch noch, wie unten weiter beschrieben, mit dem PVD oder CVD Verfahren beschichtet werden.
1.2358 Oxidieren (Schwarzoxid)
Vor dem Oxidieren wird die Materialoberfläche gründlich von Ablagerungen und Anhaftungen gereinigt und dann in eine alkalische wässerige Salzlösung eingetaucht.
Das Schwarzoxidieren, auch Blaufärbung genannt, ist eine Oberflächenveredelung, die die Oberflächenreflexion senkt und die Korrosionsbeständigkeit anheben kann.
1.2358 PVD- und CVD-Verfahren
Durch beide Verfahren wird ein dünne Schicht auf die Materialoberfläche gelegt. Diese Schicht kann die Oberflächenhärte, Verschleißfestigkeit und Korrosionsbeständigkeit erhöhen und die Gleitfähigkeit verbessern.
• PVD – physikalische Gasphasenabscheidung
• CVD – chemische Gasphasenabscheidung
1.2358 Stahl
60CrMoV18-5 BEARBEITUNG
1.2358 Erodieren
Erodieren wird bei Werkstücken verwendet, die aus einem einzelnen Stück gefertigt sind, zum Schneiden von Formen, oder bei der Herstellung komplizierter und filigraner Formen und scharfer Kanten. Durch die Auswahl des richtigen Erodier-Prozesses, der richtigen Elektrode und der richtigen Parameter können die vorher genannten Formen und Kanten erreicht werden. Die Recast-Schicht kann durch Schleifen und Polieren vollständig entfernt werden.
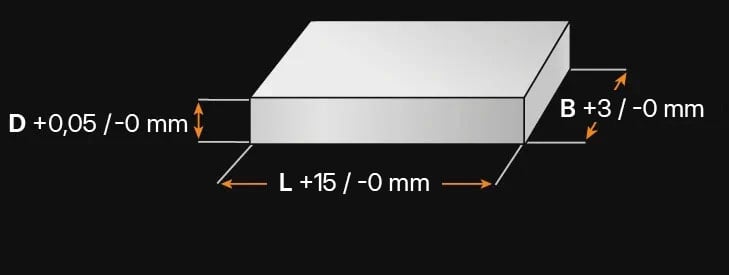
1.2358 Bearbeitungsaufmaß / Maßänderungen
Diese Stahlsorte kann sich, wie die meisten Metalle, beim Erhitzen oder Abkühlen zusammenziehen und ausdehnen. Auch bei Phasenwechseln, aufgrund von Eigenspannungen und bei der Entkohlung, kann es zu Maßänderungen kommen, die sich auf die Eigenschaften dieser Stahlsorte auswirken können.
Kontrolliertes Erhitzen und Abkühlen, Spannungsabbau und die Vermeidung von Überhitzung können das Risiko von Thermoschocks und unerwünschten Maßänderungen, wie Verzug oder Verformung, aber auch Rissbildung verringern, was möglicherweise dazu führt, dass ein Projekt von vorne begonnen werden muss.
1.2358 Schweißen
Der 1.2358 kann mit den richtig gewählten Verfahren, Vorbereitung und Nachbehandlung geschweißt werden.
Bevor dieser Werkstoff geschweißt wird, sollte sicher gestellt werden, dass die Oberfläche frei von Verunreinigungen wie Fett, Schmiere, Öl aber auch Rost ist. Um Spannungen zu minimieren sollte das Material vorgewärmt werden, die Schweißzusatzstoffe sollten ähnlich dem Grundwerkstoff gewählt und eine Wärmenachbehandlung durchgeführt werden. Nach dem Schweißen sollten das Material nach Rissen und anderen Fehler überprüft werden, dadurch wird sicher gestellt, dass Komponenten auch nach dem Schweißen sicher weiter eingesetzt werden können.
1.2358 Stahl
60CrMoV18-5
ANWENDUNGSMÖGLICHKEITEN
1.2358 Stahl
60CrMoV18-5
ANWENDUNGS-
MÖGLICHKEITEN
Mit seiner hohen Präzision, Härte und Zähigkeit und mit anderen hervorragenden Eigenschaften kann der 1.2358 vielseitig für anspruchsvolle Anwendungen eingesetzt werden.
• Schneidwerkzeuge bei segmentierten Schnitten
• Scherenmesser
• Umformwerkzeuge
• Kaltumformwerkzeuge
• Tiefziehwerkzeuge
• Kaltfließpresswerkzeuge
• Biegewerkzeuge
• Walzen
• Prägewerkzeuge
• Formpresswerkzeuge
• Kunststoffformen
• Warmarbeitswerkzeuge bei geringer Temperaturbelastung


















